Le formage à froid de l’acier inoxydable se distingue dans le monde de la mise en forme des métaux. Dans ce blog complet, l’expertise et les données perspicaces deviennent les héros. Les discussions abordent divers types d’acier inoxydable et leurs principales propriétés. Alors, continuez à explorer!
Compréhension de l’acier inoxydable!
Types d’acier inoxydable
| Propriété / Type | Austénitique | Ferritique | Martensitique | Duplex | Précipitation durcissante (PH) | Grade 316 | Super Duplex |
| Microstructure | FCC | BCC | BCT | Mixte | Varie | FCC | Mixte |
| Grades typiques | 304, 316, 321 | 430, 441 | 410, 420 | 2205, LDX 2101 | 17-4 PH, 15-5 PH | – | Alliage 20, 2507 |
| Teneur en chrome (%) | 16-26 | 10.5-30 | 11.5-18 | 19-28 | 12-18 | 16-18 | 24-26 |
| Teneur en nickel (%) | 8-20 | Minimale | 0-2.5 | 4-8 | 4-9 | 10-14 | 6-8 |
| Teneur en molybdène (%) | 0-7 | 0 | 0 | 1-5 | 0-3.5 | 2-3 | 3-4 |
| Résistance à la corrosion | Excellente | Modérée | Faible | Très bonne | Très bonne | Excellente | Exceptionnelle |
| Propriétés mécaniques | Haute résistance, non magnétique, formable | Résistance modérée, magnétique, moins formable | Haute résistance, magnétique, moins ductile | Haute résistance, résistance à la corrosion supérieure à l’austénitique | Haute résistance et dureté | Haute résistance, non magnétique | Très haute résistance, excellente résistance à la corrosion |
| Applications | Équipement de transformation alimentaire, traitement chimique, architecture | Pièces automobiles, ustensiles de cuisine | Couverts, instruments chirurgicaux | Transformation chimique, industries pétrolières et gazières | Aérospatiale, industries pétrochimiques | Équipement chimique, instruments chirurgicaux | Plateformes offshore, échangeurs de chaleur |
Tableau sur les types d’acier inoxydable!
Principales propriétés
| Propriété | AISI 304 | AISI 316 | AISI 410 | AISI 430 | Duplex 2205 | Super Duplex 2507 | Inconel 625 |
| Résistance à la corrosion (PREN*) | 18-20 | 23-27 | 12-14 | 17-18 | 34-36 | 40-42 | 52-55 |
| Résistance à la traction (MPa) | 515 | 550 | 480-550 | 450 | 620 | 795 | 827 |
| Ductilité (% d’allongement à la rupture) | 60 | 55 | 25 | 22 | 25 | 15 | 42.5 |
| Conductivité thermique (W/m•K) | 16.2 | 13.7 | 24.9 | 26.1 | 19.0 | 15.0 | 9.8 |
| Propriétés magnétiques (Est-ce magnétique?) | Non | Non | Oui | Oui | Oui | Oui | Non |
| Dureté (Rockwell B) | 70-85 | 75-95 | 90-100 | 75-85 | 90-100 | 95-110 | 60-95 |
| Malléabilité (Capacité à se déformer sans casser) | Élevée | Élevée | Faible | Faible | Moyenne | Faible | Élevée |
| Soudabilité (Facilité de soudage) | Excellente | Excellente | Modéré | Modéré | Bon | Bon | Excellente |
| Ténacité cryogénique (J) | 160 | 200 | 40 | 50 | 100 | 150 | 225 |
| Résistance à la chaleur (Température de service max. °C) | 870 | 925 | 1200 | 815 | 300 | 290 | 980 |
| Résistance électrique (μΩ•m) | 720 | 740 | 550 | 600 | 800 | 820 | 1,300 |
| Formabilité (Facilité de formage) | Excellente | Excellente | Mauvaise | Modérée | Bon | Mauvaise | Excellente |
| Recyclabilité (Peut-il être recyclé?) | Oui | Oui | Oui | Oui | Oui | Oui | Oui |
| Finition de surface (Gamme de finitions disponibles) | BA, 2B, #4, #8, etc. | BA, 2B, #4, #8, etc. | BA, 2B, #4, #8, etc. | BA, 2B, #4, #8, etc. | BA, 2B, #4, #8, etc. | BA, 2B, #4, #8, etc. | BA, 2B, #4, #8, etc. |
| Résistance chimique (résistance à l’attaque chimique) | Excellente | Supérieure | Modérée | Modérée | Supérieure | Exceptionnelle | Exceptionnelle |
| Résistance à la rupture par fluage (MPa à 1000 heures) | 103 | 113 | 85 | 79 | 150 | 180 | 450 |
| Résistance au fluage (MPa) | 4.5 | 5 | 7 | 6 | 10 | 13 | 20 |
| Résistance à la fatigue (Cycles avant défaillance) | 3×10^6 | 2.5×10^6 | 2×10^6 | 1.5×10^6 | 4×10^6 | 3.5×10^6 | 4.5×10^6 |
Tableau sur les principales propriétés de l’acier inoxydable formé à froid!
Processus de Formage à Froid !
» Laminage à Froid
Lors du laminage à froid, des rouleaux de 48-60 pouces (environ 122-152 cm) compriment l’acier. De plus, des rouleaux disposés sous différents angles réduisent l’épaisseur de l’acier. Une épaisseur de 0,07 à 6,0 mm, une plage courante, assure une qualité impeccable. Une réduction optimale à chaque passage, d’environ 50 à 90 %, donne d’excellents résultats.
Notez que le laminage à froid nécessite une lubrification adéquate. La lubrification empêche les défauts de surface des rouleaux et de la bande.
» Étirage à Froid
Ici, l’acier inoxydable passe à travers une filière, un trou formé. La filière réduit le diamètre de l’acier, produisant du fil ou des tiges. Des rapports de réduction allant de 15:1 à 45:1 sont optimaux.
À noter, chaque passage d’étirage à froid renforce davantage l’acier.
Par conséquent, la résistance à la traction de l’acier augmente jusqu’à environ 1200 MPa. De plus, l’acier présente une remarquable précision dimensionnelle. Le recuit de recristallisation, un processus de chauffage, soulage le stress accumulé.
» Estampage
Dans l’estampage, des presses puissantes façonnent des feuilles d’acier inoxydable. La presse exerce une force allant de 5 à 350 tonnes. Des matrices précises coupent ou forment l’acier en formes spécifiques. Les matrices progressives, composées et pour le dessin profond dominent.
Gardez à l’esprit qu’une matrice typique dure environ 150 000 cycles. De plus, la vitesse d’estampage affecte les propriétés de l’acier. L’estampage à grande vitesse, environ 1500 coups par minute, est courant.
» Formage à la Presse
Le formage à la presse, un autre processus clé, moule des feuilles ou des plaques d’acier. La presse exerce entre 100 à 1000 tonnes de pression. Des matrices à l’intérieur de la presse façonnent l’acier.
De plus, le pliage de tôles, le dessin et la découpe sont des techniques typiques. Une attention aux détails assure un ressort minimal. Désormais, le ressort provoque le retrait de l’acier après formage.
» Étampage Rotatif
Dans l’étampage rotatif, des matrices rotatives forgent des tubes, des tiges ou des fils d’acier. De plus, l’étampage crée des cônes, des courbes et d’autres formes complexes. Les machines d’étampage classiques fonctionnent à 2000 tr/min.
Les machines utilisent une paire de matrices. De plus, des tubes ayant des épaisseurs de paroi de 0,5 à 3,0 mm subissent l’étampage. En outre, les experts se concentrent sur la vitesse d’étampage pour obtenir des dimensions précises.
» Extrusion
Un piston force l’acier à travers l’ouverture d’une filière. L’acier adopte la forme transversale de la filière. Des formes creuses ou solides sont réalisables. Un rapport d’extrusion de 10:1 à 100:1 est typique. L’extrusion génère une pression énorme, souvent supérieure à 350 MPa.
De plus, la température de l’acier reste en dessous de la recristallisation pendant l’extrusion. Ainsi, l’extrusion améliore les propriétés mécaniques de l’acier. Le produit final présente une finition de surface impeccable et des tolérances dimensionnelles serrées.
» Calandrage
Le formage à froid de l’acier inoxydable utilise le calandrage pour aplatir l’acier. La presse de calandrage se déplace avec une force de 100 à 500 MPa. Par conséquent, l’acier devient extrêmement mince, comme 0,05 mm. Les lubrifiants aident pendant le calandrage. De plus, les anneaux de calandrage assurent une épaisseur uniforme.
La précision et la constance sont clés dans le calandrage. Les usines utilisent ce processus pour les boîtes et les tubes. Le calandrage est essentiel pour des produits formés à froid de première qualité.
» Pliage
Dans la phase de pliage, l’acier change de forme. Habituellement, la tôle est pliée. Des machines appelées presses plieuses réalisent le pliage. Le V-die, une partie de la machine, aide à former.
Le processus crée des angles et des canaux. L’épaisseur du matériau affecte les angles de pliage. Certains aciers nécessitent de la chaleur pour le pliage. Les conceptions de pliage doivent être parfaites pour une précision.
» Estampage à Froid
L’estampage à froid compresse l’acier dans des formes définies. Avec une force jusqu’à 5000 kN, des conceptions détaillées sont possibles. Des pièces comme des pièces de monnaie, des badges et des logos utilisent souvent l’estampage à froid. Les matrices, qui sont des moules, estampent l’acier. Ainsi, le métal remplit la forme de la matrice. L’estampage à froid réalise des détails précis, fins.
Des contrôles stricts assurent la précision des opérations d’estampage à froid. Des normes élevées font de l’estampage à froid une technique exemplaire.
» Cisaillement
Le cisaillement coupe l’acier sans produire de copeaux ou de fusion. Les lames supérieures et inférieures sont importantes. Avec une force d’environ 300 à 400 kN, le cisaillement tranche l’acier.
Le contrôle des espacements entre les lames est nécessaire. Un métal plus épais nécessite plus d’espace. Les ajustements arrêtent les bords rugueux. Des lames bien réglées sont clés. Le cisaillement produit des coupes et des formes propres.
» Découpage
Le découpage éjecte des pièces de feuilles d’acier. Les matrices de découpage façonnent et coupent le métal. Pour des feuilles jusqu’à 6 mm d’épaisseur, le découpage de tôles est idéal. Des matrices correctement durcies garantissent des résultats de haute qualité.
Le contrôle de la pression aide à éviter les défauts. Le découpage produit des pièces comme des rondelles et des anneaux. Le découpage est une étape essentielle du formage à froid. La procédure se vante de vitesse et d’efficacité.
» Emboutissage Profond
L’emboutissage profond crée des formes 3D. Un poinçon presse l’acier dans une matrice. C’est ainsi que sont fabriqués les coupes et les boîtes. L’emboutissage profond de tôles réalise des formes en utilisant jusqu’à 2000 MPa. La lubrification est critique.
Les matrices doivent être polies. Il faut éviter les plis et les déchirures. Les pièces embouties nécessitent des parois uniformes. L’emboutissage profond excelle dans la mise en forme de l’acier inoxydable.
» Refoulement
Dans le refoulement, le diamètre d’une pièce métallique augmente. Pendant ce temps, la longueur se réduit. Une machine puissante presse l’acier. Par conséquent, le métal devient épais.
Utilisez de l’acier inoxydable 304, 316 ou 410. Le refoulement nécessite une force de 30 à 600 kilonewtons (kN). De plus, l’acier recuit est le choix. Pourquoi ? Un tel acier présente moins de fissures. Le processus produit des pièces denses et robustes.
» Forgeage à Froid
Le forgeage à froid transforme l’acier inoxydable sans chauffage. L’acier est à température ambiante. Des presses façonnent l’acier. Les types d’acier inoxydable 304 ou 316 sont des choix privilégiés. Le forgeage à froid crée des formes solides. Les formes sont fortes. De plus, la finition de surface est excellente.
Les pièces de machines et les composants automobiles sont des exemples principaux. Les fabricants louent le forgeage à froid pour économiser du matériel et du temps.
» Gonflement
Le gonflement forme des formes creuses en acier inoxydable. De l’acier semblable à un tube est comprimé. Ensuite, un fluide ou une balle en caoutchouc dilate l’acier. Les grades 304, 316 et 321 d’acier inoxydable sont des candidats. À la fin, l’acier a une forme creuse lisse.
Fabriquez des conduites de carburant ou des composants de climatisation ! De plus, le gonflement assure une épaisseur de paroi uniforme. Le gonflement triomphe dans les secteurs aérospatial et automobile. Les formes précises et la haute résistance sont précieuses.
Préparation du Matériau pour le Formage à Froid !

Photo 1
o Sélection du Matériau
Commencez par sélectionner le bon matériel. Le choix, à savoir l’acier inoxydable formé à froid, influence la qualité du produit fini. Visez à utiliser des aciers de la série 300, tels que 304 et 316. La force, la flexibilité et la résistance à la corrosion les rendent appropriés pour le formage à froid.
De plus, les propriétés de l’acier inoxydable 347H pendant le formage à froid brillent lorsque le processus nécessite une grande résistance. Pour des travaux plus difficiles, tournez-vous vers la série 400.
Évitez les matériaux mous comme le cuivre, qui se déforment facilement. Assurez-vous également que l’acier inoxydable choisi adhère à la spécification pour la conception de membres structuraux en acier inoxydable formés à froid.
Fiez-vous au manuel de conception structurelle d’acier inoxydable formé à froid AISI 1974 pour obtenir des conseils.
o Nettoyage et Préparation de Surface
Avant de commencer le processus de formage, un nettoyage approprié est crucial. Libérez l’acier inoxydable choisi des contaminants. L’absence de débris améliore la précision du formage.
Envisagez des traitements de surface métallique comme la passivation ou l’électropolissage. De telles procédures améliorent la finition de surface, réduisant la friction dans le processus de formage. De plus, souvenez-vous de stocker correctement les matériaux. Conservez-les dans des espaces secs et propres, loin des éléments corrosifs.
Ce faisant, on peut prévenir les réactions indésirables sur la surface du matériel avant le début du formage.
Gardez le manuel de conception structurelle d’acier inoxydable formé à froid AISI à portée de main pour une vue approfondie de ce processus.
o Considérations Pré-Formage
Dans la phase pré-formage, comprenez bien les exigences de conception. Gardez à l’esprit les dimensions et les tolérances du plan. Familiarisez-vous avec le meilleur acier inoxydable à former à froid en fonction des exigences.
De plus, considérez la méthode de formage, telle que le pliage, le poinçonnage ou le laminage, qui affecte significativement le processus. Soyez conscient des exigences de charge. Selon les demandes, choisissez parmi des options telles que l’acier inoxydable formé à froid de Chine ou des variantes domestiques.
Tenez compte de la nécessité d’un formage en plusieurs étapes si des formes complexes sont impliquées. Maintenez la condition de l’outillage optimale. Des outils émoussés ou usés peuvent impacter la qualité de la pièce formée, causant des défauts tels que des déchirures ou des fissures.
Une compréhension claire de ces considérations est essentielle pour assurer un traitement réussi de l’acier inoxydable formé à froid.
Formage à Froid de Précision !
Définition du Formage à Froid de Précision
Le formage à froid de précision façonne le métal en pièces sans chaleur. Avec du formage à froid de l’acier inoxydable 304, les machines pressent ou roulent le métal. Les usines adorent le formage à froid pour fabriquer rapidement des pièces solides et lisses. Des pièces de voitures, des vis, et même des pièces pour l’espace utilisent cette méthode.
L’usine de formage à froid d’acier inoxydable utilise de grandes presses capables d’écraser le métal avec des tonnes de force. Par exemple, pour une pièce de fusée space x en acier formé à froid, les machines façonnent le métal pièce par pièce.
Parfois, le formage à froid de l’acier inoxydable 316 fonctionne mieux que le type 304. Les fabricants d’acier inoxydable formé à froid utilisent les deux types pour créer des objets solides et cool.
De plus, ils fabriquent même des billes de roulement en acier inoxydable formé à froid et le magnétisme ne les affecte pas beaucoup.
Techniques pour Atteindre la Précision
·Contrôle de la Tolérance
Le formage à froid de l’acier inoxydable 1 4 dur nécessite un contrôle ultra précis. La tolérance indique combien la taille peut changer. Un changement de la taille d’un trombone est trop important dans l’aérospatial.
Les ingénieurs utilisent des outils comme les micromètres pour mesurer. La technologie informatique contrôle les presses pour s’assurer que le métal reste à la bonne taille.
·Matrices de Précision
Imaginez un emporte-pièce pour le métal. C’est ce qu’est une matrice. Les usines de formage à froid d’acier inoxydable utilisent des matrices pour découper et façonner les pièces. Des matrices de haute qualité sont cruciales.
Les matrices en acier fabriquent des formes précises et durent plus longtemps. Des matrices personnalisées peuvent façonner des pièces uniques comme des engrenages ou des clips. Les matrices estampent, plient et coupent le métal en formes cool pour toutes sortes de choses.
·Ajustement de la Vitesse d’Alimentation
La vitesse d’alimentation indique à quelle vitesse le métal entre dans une machine. Pensez à un hamster sur une roue. Trop rapide ou trop lent, et le hamster tombe. Dans les usines de formage à froid d’acier inoxydable, la vitesse d’alimentation est importante. Ajuster les vitesses d’alimentation aide à fabriquer des pièces impeccablees.
Le personnel expert peaufine les machines. Ils utilisent des ordinateurs pour contrôler la vitesse afin que le métal prenne la forme juste.
·Homogénéité du Matériau
Dans le formage à froid de l’acier inoxydable, l’uniformité ou l’homogénéité du matériau est clé. Quand les bits d’acier sont pressés en formes, ils doivent être les mêmes à travers et à travers.
Ainsi, une feuille de spécification ASTM A240 est cruciale. Cette feuille indique à quel point le métal est uniforme. Ensuite, les niveaux de carbone devraient rester en dessous de 0,03 %. De plus, le soufre doit être inférieur à 0,015 %. Pour le meilleur acier, le nickel devrait constituer 8-10,5 % de la masse totale.
·Contrôle de la Température
La température compte beaucoup. Le formage à froid n’est pas vraiment froid. Pour l’acier, la température se situe généralement entre 4°C et 21°C. Cependant, pour l’acier de grade 304L, le chiffre magique est de 10°C. Trop chaud ou trop froid, et l’acier peut se casser ou se plier de manière étrange. Ainsi, des systèmes de refroidissement appropriés sont indispensables. De plus, le refroidissement au CO2 (glace sèche) est excellent, car il prévient l’oxydation. En outre, les huiles et les liquides de refroidissement doivent être aptes à maintenir les outils de pressage en excellente forme.
·Qualité de Surface
Une surface lisse est en or pour les pièces en acier formées. Les surfaces rugueuses peuvent conduire à des cassures. La rugosité de surface, mesurée par la valeur Ra, doit être basse. Une valeur Ra inférieure à 0,5 microns est superbe. De plus, un matériau abrasif fin, comme Al2O3, polit la surface.
En outre, le grenaillage avec de petites billes d’acier fait également des merveilles. De plus, la surface a besoin d’une protection contre la rouille et les souillures.
·Presse de Haute Précision
La presse est le héros dans le formage à froid. Une presse de haute précision nécessite un taux de coups élevé, autour de 100 à 200 coups par minute (CPM). De plus, la force du bélier devrait être dans la gamme de 5 à 30 tonnes. De telles presses devraient avoir des contrôles PLC pour la précision.
En outre, l’outillage doit être de haute qualité, fabriqué à partir de carbure de tungstène ou d’HSS. De plus, la précision du bélier devrait être dans les 0,01 mm. En outre, des capteurs doivent être en place pour détecter tout défaut, garantissant que chaque pièce pressée est impeccable.
·Stabilité Dimensionnelle
La stabilité dimensionnelle garantit que les pièces formées répondent aux spécifications. Les laminoirs devraient réduire l’épaisseur par incréments de 0,127 à 2,54 mm. L’acier inoxydable travaillé à froid a des résistances à la limite d’élasticité allant de 50 000 à 150 000 PSI.
Le contrôle de la température est vital, maintenant 15-26°C dans l’espace de travail. De plus, le soulagement du stress à 400°C améliore la stabilité. Contrôler les dimensions garantit l’uniformité et des produits de haute performance.
·Micro-usinage
Dans le formage à froid de l’acier inoxydable, le micro-usinage s’avère crucial. De petites pièces sont façonnées sans chaleur. Un micromètre, souvent juste de 1mm, jauge les tailles des pièces.
Par conséquent, des bits précis comme des buses, des pièces d’engrenage et des micro-broches en résultent. Les coupeurs tournent à 40 000 tr/min. Incontestablement, les outils en carbure supportent la pression. En outre, avec des broches à haute vitesse, la précision est primordiale.
·Optimisation du Processus
L’amélioration de la méthode est impérative dans le formage à froid de l’acier inoxydable. L’optimisation du processus englobe un spectre de procédures. Pour élaborer, on sélectionne des matériaux et des outils optimaux. Les poinçons, matrices et lubrifiants nécessitent une sélection vigilante.
Les décisions dépendent du grade d’acier. Un éventail de grades d’acier, tels que 304, 316 et 420, existe. De plus, ajuster les températures en dessous de 538°C assure la malléabilité.
En conséquence, l’acier déformé atteint facilement les formes désirées. Des taux de sortie élevés et une réduction des déchets sont les gains subséquents.
·Amortissement des Vibrations
L’amortissement des vibrations protège contre les mouvements indésirables. Lors du traitement de l’acier inoxydable, les machines vibrent. L’amortissement réduit les vibrations, conférant stabilité. En conséquence, des outils comme les marteaux et les enclumes fonctionnent de manière inébranlable.
Les polymères et élastomères, intégrés dans les machines, absorbent les chocs. Les valeurs d’absorption atteignent jusqu’à 50 décibels. De plus, l’amortissement conduit à l’allongement de la vie de la machine. En outre, les travailleurs rencontrent moins de risques. Les espaces de travail se transforment en environnements sûrs et efficaces.
Idées sur le Formage à Froid de Composants de Grande Taille !

Image 2
§ Formage Incremental
Des fabricants fiables d’acier inoxydable formé à froid utilisent le formage incrémental. De petits outils façonnent des morceaux de métal, créant rapidement de grandes parties. Le formage incrémental économise les matériaux, menant à un processus économique.
Des pièces comme des plats en SS304 sont fabriquées avec expertise. De plus, les outils subissent moins de contrainte, garantissant une utilisation durable. Les spécifications exactes sont facilement atteintes.
§ Hydroformage
Une autre technique experte est l’hydroformage. Avec la pression de l’eau, des feuilles d’acier inoxydable se transforment en formes fermes. L’hydroformage excelle dans la création de structures complexes. Notablement, de gros échappements pour machines lourdes sont fabriqués.
La précision est primordiale, avec des épaisseurs comme 0,5 mm. En conséquence, la réduction des déchets et l’augmentation de l’efficacité sont les caractéristiques de l’hydroformage.
§ Formage par Rotation
Le formage par rotation est exceptionnel pour produire des pièces arrondies en acier inoxydable. Un mouvement de rotation rapide moule les feuilles en formes. Des fournisseurs d’acier inoxydable formé à froid de premier ordre fabriquent des articles tels que des bols en SS316L. Maintenir une plage de RPM stable entre 1000 et 3000 est critique.
§ Forgeage à Matrice Ouverte
Des réseaux de fournisseurs d’acier inoxydable formé à froid experts s’appuient sur le forgeage à matrice ouverte. De gros blocs d’acier sont façonnés avec de lourds marteaux. Des pièces robustes, incluant des corps de vanne, sont magistralement élaborées. Utiliser des températures en dessous de -1°C assure des propriétés matérielles optimales.
Le forgeage à matrice ouverte se vante d’une intégrité structurelle élevée et de la robustesse dans les produits finaux.
§ Extrusion à Grande Échelle
Un processus avancé, l’extrusion à grande échelle, pousse le métal à travers des filières pour créer des formes longues. Les considérations sur la liste de prix de l’acier inoxydable formé à froid montrent son accessibilité.
Il est possible d’atteindre des largeurs de 10 pouces ou plus. Des tubes sans soudure et de grands canaux sont produits avec expertise. Une haute résistance à la traction, rigidité, et des dimensions précises en sont le résultat.
§Presse Multistation
Les devis pour l’acier inoxydable formé à froid révèlent la valeur des presses multistations. Les stations séquentielles façonnent progressivement l’acier inoxydable. Des produits comme les boulons SS410 sont fabriqués avec la plus grande précision. Une presse multistation nécessite une planification et une exécution adeptes.
Par-dessus tout, des taux de production rapides, un rendement volumétrique élevé, et une qualité inébranlable définissent cette technologie impressionnante.
§ Étirage Rotatif
Dans l’étirage rotatif, votre matériau subit un martèlement radial via des filières tournantes. L’acier inoxydable formé à froid par Dawson Shanahan rend possible des pièces automobiles fiables, des articles chirurgicaux, et plus encore. La réduction du diamètre, le cône, et la vitesse de production battent des records.
Normalement, l’étirage rotatif manipule des tiges de 0,125 à 6,0 pouces de diamètre. De plus, des profils complexes et des changements de section transversale sont possibles.
§ Estampage Progressif
S’orientant vers l’estampage progressif, une bobine alimente une presse à estamper. Les stations d’estampage façonnent séquentiellement le métal. Dans le domaine du processus de formage à froid de l’acier inoxydable, la précision et la vitesse gagnent en proéminence. L’estampage progressif permet l’utilisation de matériaux en fines épaisseurs.
Les composants en acier inoxydable formé à froid de Dawson Shanahan affichent une précision ultime. Des formes personnalisées et des taux de production élevés sont les caractéristiques de cette méthode.
§ Formage Superplastique
Considérez maintenant le formage superplastique. Au-dessus de températures spécifiques, des métaux comme l’acier inoxydable se comportent comme du plastique. Des feuilles minces, typiquement de 0,5 à 3,0 mm, s’étirent en formes complexes. L’assistance par vide assure la conformité du matériel. L’épaisseur maximale de l’acier inoxydable formé à froid reste vitale.
Les secteurs aérospatiaux et automobiles bénéficient immensément. Néanmoins, les taux de production lents justifient une optimisation.
§ Emboutissage Profond
L’emboutissage profond implique de tirer le métal dans des cavités de matrices. Avec ce processus, la conception de membres structuraux en acier inoxydable formé à froid avance. Les pots et les boîtiers en sont des exemples parfaits. Le manuel de conception structurale en acier inoxydable formé à froid y fait largement référence.
De plus, une épaisseur de 10,16 mm est travaillable. La technique comporte plusieurs étapes. Chaque coup de presse augmente la profondeur. La méthode est idéale pour une production à volume élevé.
§ Formage à Froid
Changement de cap, observons le formage à froid. Le pliage continu forme les sections transversales souhaitées. De longues bandes d’acier en bobine passent à travers des ensembles consécutifs de rouleaux.
L’épaisseur maximale de l’acier inoxydable formé à froid atteint 25,4 mm. Notamment, le formage à froid assure un gaspillage minimal, un rendement élevé, et des profils constants.
§ Intégration du Formage à Chaud
Pour renforcer l’intégrité des pièces form“`html
Un processus avancé, l’extrusion à grande échelle, pousse le métal à travers des filières pour créer des formes longues. Les considérations de liste de prix pour la formation à froid de l’acier inoxydable montrent son accessibilité.
Atteindre des largeurs de 10 pouces ou plus est possible. Des tubes sans soudure et de grands canaux sont produits avec expertise. Haute résistance à la traction, rigidité et dimensions précises en résultent.
§Presse multi-stations
Les devis pour la formation à froid de l’acier inoxydable révèlent la valeur des presses multi-stations. Des stations séquentielles façonnent progressivement l’acier inoxydable. Des produits comme les boulons SS410 sont fabriqués avec la plus grande précision. La presse multi-stations nécessite une planification et une exécution adeptes.
Par-dessus tout, des taux de production rapides, une sortie de volume élevé et une qualité inébranlable définissent cette technologie impressionnante.
§ Forgeage Rotatif
Dans le forgeage rotatif, votre matériel subit un martèlement radial via des filières tournantes. Dawson Shanahan, spécialisé dans la formation à froid de l’acier inoxydable, fabrique des pièces fiables pour voitures, des articles chirurgicaux, et plus encore. Réduction du diamètre, affinage, et vitesse de production atteignent des records.
Normalement, le forgeage rotatif traite des tiges de 0,125 à 6,0 pouces de diamètre. De plus, des profils complexes et des changements de section transversale sont possibles.
§ Estampage Progressif à Matrices
Se tournant vers l’estampage progressif à matrices, une bobine alimente une presse à estamper. Des stations d’estampage façonnent séquentiellement le métal. Dans le domaine du processus de formation à froid de l’acier inoxydable, la précision et la vitesse gagnent en importance. L’estampage progressif à matrices permet l’utilisation de matériaux de faible épaisseur.
Les composants en acier inoxydable formés à froid de Dawson Shanahan font preuve d’une précision ultime. Des formes personnalisées et des taux de production élevés sont les caractéristiques de cette méthode.
§ Formage Superplastique
Maintenant, considérez le formage superplastique. Au-dessus de températures spécifiques, les métaux comme l’acier inoxydable se comportent comme du plastique. Des feuilles minces, typiquement de 0,5 à 3,0 mm, s’étirent en formes complexes. L’assistance par vide assure la conformité du matériel. L’épaisseur maximale de formage à froid de l’acier inoxydable reste vitale.
Les secteurs aérospatial et automobile bénéficient immensément. Néanmoins, des taux de production lents justifient une optimisation.
§ Emboutissage Profond
L’emboutissage profond implique de tirer le métal dans des cavités de matrices. Avec ce processus, la conception de membres structuraux en acier inoxydable formés à froid progresse. Pots et boîtiers sont des exemples primaires. Le manuel de conception structurelle en acier inoxydable formé à froid s’y réfère abondamment.
De plus, une épaisseur de 10.16 mm est traitable. La technique a plusieurs étapes. Chaque coup de poing augmente la profondeur. La méthode est idéale pour une production de volume élevé.
§ Formage à Froid par Roulage
Changement de cap, observons le formage à froid par roulage. Le pliage continu forme les sections transversales désirées. De longues bandes d’acier enroulées passent à travers des séries successives de rouleaux.
L’épaisseur maximale de formage à froid de l’acier inoxydable atteint 25,4 mm. Notamment, le formage à froid par roulage assure un minimum de déchets, une haute sortie, et des profils constants.
§ Intégration du Formage à Chaud
Pour renforcer l’intégrité des pièces formées à froid, le formage à chaud est parfois intégré. Le mélange confère force et flexibilité. Ici, l’acier est chauffé au-dessus de 1700°F avant le moulage.
La formation à froid de l’acier inoxydable, associée au formage à chaud, ouvre des avenues dans la fabrication de châssis de voiture et d’autres équipements.
§ Formage Multi-points
Considérez le formage multi-points (MPF) dans la formation à froid de l’acier inoxydable. Essentiellement, le MPF emploie une machine CNC, couplée à de multiples poinçons et matrices. De grands composants comme les ailes de voiture subissent un façonnage par force contrôlée.
Remarquablement, les processus MPF traitent des feuilles jusqu’à 20 mm d’épaisseur. En effet, l’écrouissage est réduit, tandis que la précision du formage augmente.
§ Automatisation Robotique
Deuxièmement, l’automatisation robotique est instrumentale. Dans ce domaine, les presses hydrauliques se synchronisent avec des robots. Imaginez des robots alimentant rapidement de l’acier inoxydable dans une presse !
Le résultat : des milliers de pièces précises par heure. Plus encore, les robots ne se fatiguent pas. Les industries, en particulier la fabrication, embrassent l’automatisation robotique pour augmenter la production. Par exemple, la production d’implants médicaux et de pièces automobiles devient plus rapide.
§ Formage par Gonflage
De plus, le formage par gonflage a sa place. Essentiellement, la pression du fluide hydraulique forme des tubes d’acier inoxydable dans les formes désirées. Le tube d’acier est placé à l’intérieur d’une matrice.
Ensuite, la pression du fluide pousse le tube dans la matrice. Le formage par gonflage convient à des applications comme les composants d’échappement, les éviers de cuisine et les conduites de carburant.
§ Formage par Cisaillement
En outre, le formage par cisaillement plie et façonne l’acier inoxydable. Le processus engage une pièce non rotative avec un tour en rotation. Précisément, le tour manipule l’acier en formes complexes. Le formage par cisaillement produit des cônes de nez de missiles, des composants de moteurs d’avion, et des récipients sous pression.
§ Formage par Vessie
De plus, le formage par vessie, ou l’hydroformage, mérite attention. Une vessie en caoutchouc, remplie de fluide, exerce une pression sur des feuilles d’acier inoxydable.
L’acier se conforme à la forme de la matrice, résultant en des pièces comme des réservoirs de carburant et des conduits de chauffage. Surtout, le formage par vessie assure une épaisseur uniforme, des surfaces plus lisses, et des coûts d’outillage plus bas.
§ Formage par Impulsion Magnétique
Le formage par impulsion magnétique (MPF) mérite reconnaissance. Dans le MPF, une bobine envoie une impulsion magnétique pour former des tubes d’acier inoxydable. Spécifiquement, les tubes se forment autour d’une matrice.
Le MPF est idéal pour produire des châssis d’automobile, des fuselages d’avion, et de l’équipement médical. De plus, le MPF élimine les défauts, supprime les contraintes résiduelles, et assure la répétabilité.
Diagnostic des problèmes courants !

Image 3
» Fissuration
Dans la formation à froid de l’acier inoxydable, les carbures de chrome peuvent conduire à des fissures. L’acier inoxydable à durcissement par précipitation, notamment le 17-4PH, atténue les fissures.
Des traitements thermiques comme le recuit réduisent également le stress interne. Pour un projet comme Space X, un acier inoxydable de grade 304 avec 18% de chrome, 8% de nickel et 0,08% de carbone se montre résilient.
Un test radiographique (RT) identifie les fissures internes. Les experts recommandent l’ASTM A666 comme la spécification standard pour des résultats optimaux.
» Ridage
Des rides émergent en raison de l’instabilité du matériel. Des conceptions de matrice inappropriées et un rayon de poinçon élevé augmentent les risques de ridage. L’utilisation d’aciers inoxydables austénitiques tels que 301, 304, et 316 minimise les rides.
Le Manuel de conception structurelle en acier inoxydable formé à froid suggère une dégagement de matrice de 5% à 10% de l’épaisseur du stock. De plus, l’utilisation de matrices en V avec une ouverture de 6 à 30 fois l’épaisseur du stock réduit les risques. Des rayons de poinçon corrects et la bonne quantité de tonnage par pouce linéaire préviennent les rides.
» Fendillement
Une lubrification sous-optimale, un dégagement poinçon-matrice inadéquat ou un mauvais choix d’acier à outils peuvent causer le fendillement. La série 300, en particulier 304 et 316, résiste efficacement au fendillement. Utiliser un dégagement poinçon-matrice de 10-20% supérieur à celui des aciers au carbone limite le fendillement.
De même, l’utilisation d’acier à outils M2 ou D2 améliore le résultat. Le revêtement d’outil avec nitrure de titane ou carbonitrure de titane diminue les chances de fendillement. Les experts préconisent l’utilisation de lubrifiant en film sec (DFL) pour de meilleurs résultats.
» Retour élastique
Le ressort élastique désigne le léger changement du métal après pliage. Les qualités austénitiques, en particulier le type 301, contrarient efficacement le ressort. L’utilisation d’un processus de pliage à l’air peut réduire le ressort de 50%. Quels aciers inoxydables sont les meilleurs pour le formage à froid ?
Les qualités 301, 304 et 316 sont en tête. Assurer un rayon de pliage de 0,156 fois la largeur d’ouverture de la matrice atténue le ressort. Employer des matrices en V avec une ouverture 63 à 865 fois l’épaisseur du matériau permet un contrôle optimal.
» Défauts de Surface
Les défauts de surface résultent d’impuretés ou d’irrégularités de surface. L’acier inoxydable austénitique, notamment le 316L, minimise les défauts de surface. Le nivellement des tôles d’acier inoxydable avant le processus élimine les irrégularités. Un test de dureté Rockwell (RHT) évalue la dureté de surface, atténuant les défauts.
L’application d’Assistance au Gaz Nitrogène (NGA) éradique l’oxydation et assure une découpe propre. L’acier inoxydable soudé à l’acier formé à froid exige une précision de surface ultime, rendant des processus comme l’Électropolissage indispensables.
» Bavures
Lors du formage à froid d’acier inoxydable, de petits bords rugueux, ou bavures, peuvent apparaître. Ainsi, les experts utilisent des lubrifiants de qualité et des matrices aiguisées. Par exemple, Space X utilise des outils et des huiles de haute qualité.
Ensuite, choisir des vitesses d’avancement appropriées. Des vitesses d’avancement plus faibles – disons, de 15 à 25 pouces par minute – réduisent les bavures. Les processus d’ébavurage, comme la finition en tonneau, lissent les bords. Par conséquent, les produits atteignent un aspect poli, exempt de rugosités.
» Sous-remplissage
Le sous-remplissage se produit lorsque l’acier ne remplit pas la matrice. Pour contrer le sous-remplissage dans le manuel de conception structurale en acier inoxydable formé à froid, adoptez des machines robustes à haute tonnage.
De plus, choisir des lubrifiants idéaux pour réduire la friction. Optez pour des feuilles d’acier de grade 304, 316, ou 410 ; d’une épaisseur de 0,8 mm à 12 mm. Visez des vitesses de tirage optimales, généralement de 30 à 40 pouces par minute. Ainsi, le métal glissera sans faute dans la matrice, résultant en structures sans faille.
» Sur-remplissage
Le sur-remplissage se produit lorsque du métal en excès entre dans la matrice. Analyser les jeux d’outils – les maintenir autour de 10% de l’épaisseur du matériau. Utiliser des capteurs de haute précision pour superviser le flux de matériau.
En outre, utiliser la qualité austénitique lors de la réflexion sur quels aciers inoxydables sont les meilleurs pour le formage à froid. En effet, gérer le volume d’acier entrant dans les matrices pour empêcher le sur-remplissage et maintenir l’intégrité de la pièce.
» Refroidissement Inadéquat
L’accumulation de chaleur pendant le traitement peut nuire aux propriétés de l’acier. Les experts surveillent les températures des matrices – les maintenir en dessous de 180°F est primordial.
Utiliser des systèmes de refroidissement efficaces comme des unités à brumisation. De plus, choisir des lubrifiants avec des points d’ébullition élevés. Une bonne lubrification assure que les matrices et les outils restent frais.
En définitive, les entreprises de formage à froid produisent des produits exceptionnels tout en préservant la durée de vie des équipements et la qualité de l’acier.
» Grippage des Matériaux
Le grippage des matériaux se produit lorsque le matériau adhère à la matrice. Pour lutter contre le grippage, utilisez les matrices nitrurées ou revêtez-les de TiN (Nitrure de Titane). De plus, choisir l’acier inoxydable austénitique est judicieux ; comme l’acier inoxydable soudé à l’acier formé à froid aide à alléger le grippage.
Employer des lubrifiants avec des additifs EP (Extreme Pressure). En conséquence, le grippage cesse d’être un obstacle, maintenant la qualité du produit et augmentant l’efficacité de la production.
Formage à Froid vs Méthodes Alternatives !
Pic 4
·Vitesse
Dans le formage à froid de l’acier inoxydable, les presses peuvent fonctionner à des vitesses allant jusqu’à 1000 coups par minute (CPM). Par conséquent, les entreprises fabriquent de nombreuses pièces rapidement. Par exemple, 10 000 boulons en moins de 15 minutes. Comparez cela à l’usinage, qui peut prendre des heures pour le même nombre.
·Précision
Avec le formage à froid, une précision incroyable est possible. Les poinçons et les matrices façonnent le métal avec des tolérances serrées, parfois dans les 0,0003”.
En conséquence, une haute précision dimensionnelle est atteinte. De plus, les pièces finies ont une finition de surface supérieure, jusqu’à 3 microinches. En contraste, le forgeage à chaud produit moins de précision et une finition plus rugueuse.
·Scalabilité
Le formage à froid s’avère inestimable lors de la montée en production. En effet, la production de millions de pièces devient pratique. Notamment, les matrices progressives permettent la création simultanée de plusieurs pièces. De plus, les systèmes d’alimentation automatisés maintiennent le flux de matière.
·Rentabilité
Le formage à froid offre des économies de coûts frappantes. Avec un minimum de déchets, il y a moins de matière à acheter. Aussi, le besoin d’opérations secondaires comme le meulage ou le soudage de tôles est réduit. Parce que les outils durent longtemps, moins d’argent est dépensé en remplacements.
·Conservation du Matériau
Le formage à froid brille dans la conservation des matériaux. Contrairement à la coupe ou à l’usinage, presque tout le matériel finit dans le produit final. Typiquement, les déchets sont inférieurs à 3%. En fait, les taux de chute sont souvent proches de zéro.
·Structure du Grain
La formage à froid modifie la structure de grain de l’acier inoxydable. Le matériau devient plus fort tandis que les grains sont compressés et s’allongent dans la direction de la force. Remarquablement, la limite d’élasticité peut augmenter jusqu’à 30 %. De plus, la durée de vie en fatigue de la pièce s’améliore.
·Durcissement par Écrouissage
L’acier inoxydable formé à froid subit un processus vital appelé écrouissage. Fondamentalement, l’acier devient plus fort et plus dur.
Par exemple, lorsque un alliage de la série 300 est façonné, sa résistance à la traction monte en flèche jusqu’à 200 000 PSI. Cependant, l’acier devient moins élastique. Pour remédier à cela, un processus de recuit suit. Par la suite, l’acier est chauffé à 1 950°F.
·Finition de Surface
Un attribut remarquable du formage à froid de l’acier inoxydable est la finition de surface supérieure. À mesure que l’acier est façonné, sa surface devient plus lisse. Par conséquent, les produits paraissent polis et attrayants. La tôle, par exemple, se vante d’une rugosité de surface moyenne inférieure à 1 micromètre.
Les applications industrielles apprécient cette finesse, surtout dans la transformation alimentaire, où la propreté est primordiale.
·Géométrie Complex
Il faut noter que la géométrie complexe est un coup de maître du formage à froid de l’acier inoxydable. En une seule opération, des formes complexes sont réalisables. Imaginez des pièces de voiture, comme les systèmes d’échappement, façonnées de manière transparente. Considérez également les dispositifs médicaux, avec leurs parties précises et minuscules.
Les presses de formage à froid, exerçant plus de 230 000 livres de force, façonnent l’acier méticuleusement.
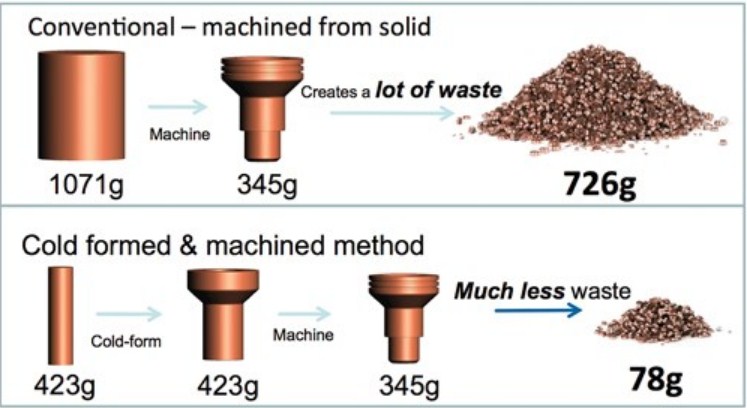
·Réduction des Déchets
La réduction des déchets se présente comme un avantage louable du formage à froid de l’acier inoxydable. Traditionnellement, le formage à chaud génère des tonnes de déchets. À l’opposé, le formage à froid est économe en ressources.
Les formes proches du net signifient que les matériaux sont utilisés de manière optimale. Imaginez utiliser 95 % d’un rouleau d’acier au lieu de juste 70 %. Évidemment, les coûts diminuent et l’efficacité augmente.
·Investissement en Outils
L’investissement en outils est un aspect crucial du formage à froid de l’acier inoxydable. Des matrices et poinçons de haute qualité sont indispensables. Cependant, ces outils ne sont pas bon marché.
Les entreprises peuvent dépenser plus de 50 000 dollars dans des systèmes d’outillage avancés. Ces investissements, bien que significatifs, résultent en une précision et une durabilité inégalées. Les avantages à long terme d’un outillage précis surpassent les coûts initiaux, soulignant la valeur d’investir dans l’excellence.
Applications et Exemples dans le Monde Réel!

Pic 5
Industrie Aérospatiale
Dans l’industrie aérospatiale, le formage à froid de l’acier inoxydable est primordial. Par exemple, la navette spatiale Atlantis utilise le Type 321. Par la suite, les buses de moteur gagnent en résistance. Le Type 321 résiste à 2 000°F. En conséquence, la sécurité s’améliore.
Les conduits d’échappement, fabriqués à partir du Type 347, optimisent la durabilité. De plus, le Type 304 produit un feuillard de 0,012 pouce d’épaisseur. Le feuillard couvre les antennes satellites. De manière significative, le Lockheed SR-71 Blackbird utilise l’acier inoxydable formé à froid.
Le Blackbird contient des entrées de capotage et des composants de postcombustion. En effet, le formage à froid de l’acier inoxydable garantit fiabilité et performance dans les voyages spatiaux.
Industrie Automobile
Les constructeurs automobiles adorent le formage à froid de l’acier inoxydable. Pensez aux systèmes d’échappement. Le Grade 409 est populaire. Par la suite, les échappements de voiture durent plus longtemps. De plus, les conduites de carburant adoptent le formage à froid. Le Grade 304 prouve sa polyvalence. Par exemple, BMW utilise le Grade 304.
Par conséquent, les conduites de carburant résistent à la rouille. De plus, les systèmes de suspension intègrent le formage à froid. Pour les amortisseurs, le Grade 301 fait des merveilles. Aston Martin tire avantage du Grade 301.
Le résultat est des conduites souples. En outre, les panneaux de carrosserie fabriqués à partir du Grade 201 économisent du poids.
Industrie de la Construction
Dans la construction, le formage à froid de l’acier inoxydable est inestimable. Pour la toiture, le Grade 316 prévaut. En conséquence, les toits résistent à la corrosion. Ensuite, parlons des barres d’armature. Les constructeurs favorisent le Grade 2304. Les poutres de béton deviennent plus puissantes.
Le Burj Khalifa, la tour la plus haute, possède des barres d’armature. De plus, les systèmes de récupération d’eau de pluie sont améliorés. Le Grade 304 renforce les gouttières. Par conséquent, le drainage de l’eau excelle. Les matériaux de revêtement, comme le Grade 316L, protègent les bâtiments.
Notamment, One World Trade Center emploie le Grade 316L. Incontestablement, le formage à froid de l’acier inoxydable assure des constructions robustes et résistantes aux intempéries.
Industrie Médicale
Le formage à froid de l’acier inoxydable brille dans le secteur médical. Les instruments comme les scalpels adoptent le Grade 420. Par conséquent, la netteté et la résistance s’envolent.
Les tables opératoires exploitent le Grade 316. Par la suite, elles repoussent les bactéries. Notamment, le Grade 316 forme les boîtiers des scanners IRM. La sécurité des patients s’élève. Dans les outils dentaires, le Grade 440C est commun. Les outils supportent les stérilisations répétitives.
De plus, les implants tels que les prothèses de hanche s’appuient sur le Grade 316LVM. Les patients retrouvent la mobilité et vivent sans douleur. Le formage à froid de l’acier inoxydable joue un rôle crucial dans l’industrie médicale, garantissant sécurité, hygiène et fiabilité.
Conclusion
On ne peut nier la puissance du formage à froid de l’acier inoxydable après avoir parcouru ce riche trésor. L’acier inoxydable existe sous divers types, et le formage à froid les façonne en produits incroyables.
La précision, la conservation des matériaux et la réduction des déchets font du formage à froid un gagnant.
Pour des solutions expertes et des résultats inégalés, choisissez KDMFab. Avancez avec un savoir-faire et une excellence inégalés.