L’emboutissage profond de la tôle est une opération efficace et efficiente de formage de la tôle.
Dans ce guide, vous trouverez toutes les informations sur l’emboutissage profond – du processus étape par étape, des calculs, des avantages aux défauts, pour n’en citer que quelques-uns.
Continuez à lire pour en savoir plus.
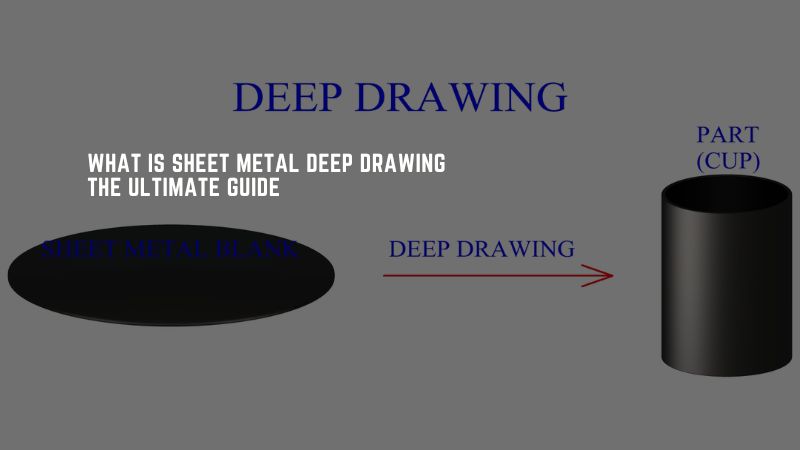
Qu’est-ce que l’emboutissage profond de la tôle?
L’emboutissage profond de la tôle est une opération de formage de métaux.
Dans cette opération, la tôle est soumise à un étirage en raison de forces de compression et de traction.
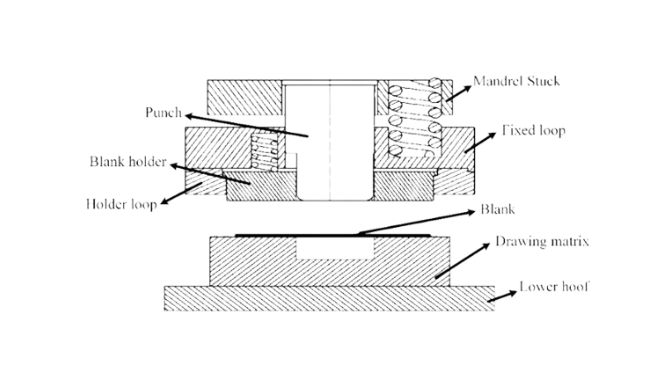
Technique d’emboutissage profond de la tôle
Un composant embouti profondément a une profondeur égale ou supérieure au rayon de la pièce une fois embouti.
Apprenez comment fonctionne le processus d’emboutissage profond de la tôle.
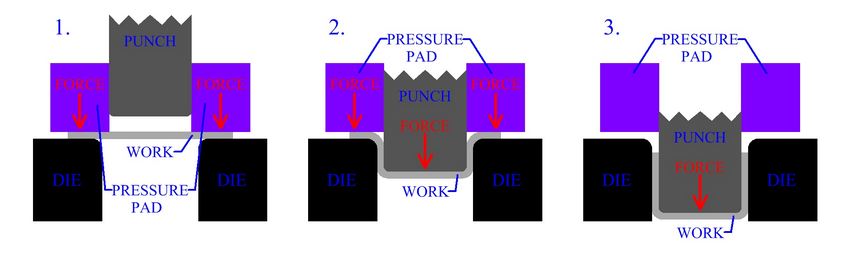
Le processus d’emboutissage profond de la tôle comprend plusieurs étapes clés. Les étapes clés sont les suivantes:
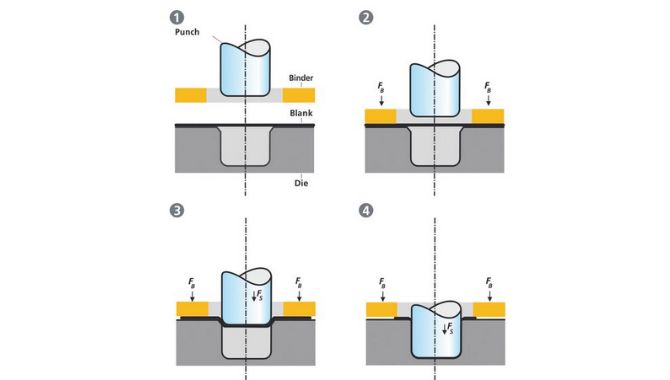
Processus d’emboutissage profond de la tôle
Etape 1: Découpe et placement de la matrice
La découpe est un processus dans lequel vous séparez une pièce d’une feuille de métal.
Ensuite, vous la soumettez à une presse ou à une matrice.
Une fois cela fait, une pièce est prête à être placée sur la matrice. Vous devez placer la matrice sur les porte-outils.
Etape 2: Saisie
À la deuxième étape, les porte-outils jouent leur rôle.
Il maintient la tôle en feuille au centre de la matrice et du porte-outil.
La pression optimale aide dans cette opération.
Etape 3: Étirement à l’intérieur de la matrice
Après avoir placé votre feuille de métal sur la matrice.
Le poinçon fera son travail. Il applique ensuite une force sur la feuille de métal.
Pensez à diminuer la pression du porte-outil pour assurer un étirement approprié à l’intérieur de la matrice.
Si vous maintenez la pression élevée, cela entraînera des fissures ou des plis dans le produit final.
Vous pouvez également rencontrer un amincissement pendant cette opération.
Etape 4: Retrait de la pièce
La dernière étape du processus d’emboutissage profond de la tôle consiste à isoler le produit final de la matrice.
Maintenant, il est prêt pour d’autres étapes de finition.
Plus de ressources:
Processus d’emboutissage profond
Avantages de l’emboutissage profond de la tôle
Plusieurs avantages existent pour le processus pour le faire ressortir.
Les avantages les plus remarquables de l’emboutissage profond de la tôle sont les suivants:
- Une option existe pour fabriquer n’importe quelle géométrie que vous voulez.
Les types populaires comprennent rectangulaires, cylindriques, carrés, etc. - Le coût de fabrication de l’emboutissage profond de la tôle est faible.
- Vous pouvez économiser beaucoup de matériaux si vous utilisez cette technique
- La précision associée à ce processus est remarquable.
Chaque pièce présente une grande précision. - L’emboutissage profond de la tôle peut augmenter ou améliorer votre niveau de productivité. En utilisant cette technique, vous pouvez produire plus de pièces ou des pièces plus grandes par unité de temps.
- Les pièces fabriquées avec ce processus sont résistantes aux chocs.
Ils ont une grande dureté. - Le poids des produits fabriqués grâce à ce processus est faible. Vous pouvez les manipuler facilement.
Le coût de cette méthode est également faible par rapport à d’autres méthodes comme l’emboutissage progressif.
Limites de l’emboutissage profond de la tôle
Certains aspects entraînent certaines limites à l’emboutissage profond de la tôle. Les principales limites incluent les éléments suivants:
- La méthode n’est pas rentable en ce qui concerne les quantités de produits plus petites.
La raison principale derrière cela est le coût plus élevé associé à la mise en place de la presse.
En plus de cela, le niveau de compétence, d’expérience et d’expertise requis est crucial. Ces choses limitent l’utilisation de cette technique pour des séries plus courtes. - Vous ne pouvez pas utiliser cette méthode pour certains produits industriels en raison de la formation de défauts sur la pièce spécifique.
Facteurs influençant le coût de l’emboutissage profond de la tôle
Stades dans l’emboutissage profond de la tôle
Plusieurs facteurs influencent le coût de l’emboutissage profond de la tôle. Certains des facteurs clés sont les suivants:
- Si l’exigence en termes de fonctionnalités pour la pièce spécifique est plus élevée, cela peut entraîner une incorporation de coûts plus élevée
- L’emplacement de la caractéristique sur la pièce est également important. Les emplacements complexes peuvent également entraîner une association de coûts plus élevée
- La prochaine chose sur la liste est la direction dans laquelle vous souhaitez incorporer une fonctionnalité spécifique
- La taille de la pièce est également importante. Si la taille est plus grande, cela entraînera également des coûts plus élevés
- L’épaisseur du matériau signifie que plus l’épaisseur est grande, plus l’utilisation de matériau, conduisant ultimement à des coûts plus élevés
Défauts courants dans l’emboutissage profond de la tôle
Certaines choses entraînent un certain nombre de défauts dans l’emboutissage profond de la tôle.
Cela se produit uniquement si vous ne suivez pas les directives et ne réglez pas correctement les paramètres.
Certains des défauts courants sont les suivants à titre de référence:
i. Plissement
Les contraintes tangentielles compressives et radiales sont responsables du plissement dans la tôle emboutie profondément.
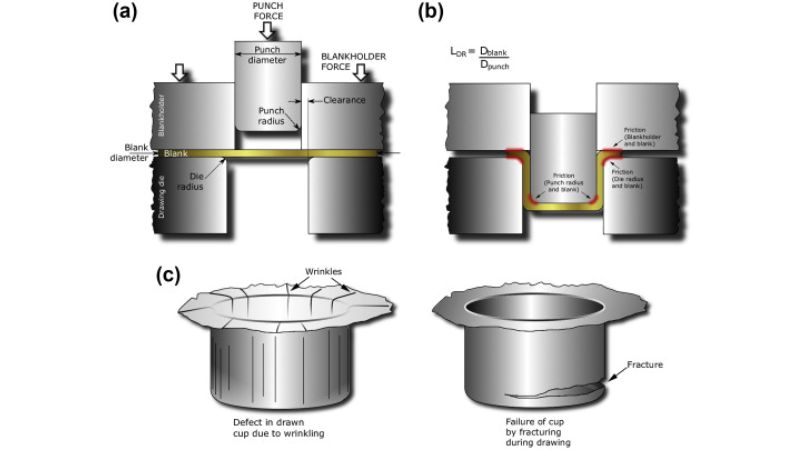
Le plissement se produit dans les rebords ou les parois de la tôle.
Une conception de processus appropriée et des outils appropriés peuvent empêcher l’apparition de ce défaut.
ii. Amincissement et déchirure
Ces deux phénomènes résultent uniquement d’une pression excessive dans le porte-outil. La pression excessive empêche la feuille de métal de se déplacer librement à l’intérieur de la matrice.
Cela entraîne des contraintes de traction impeccables dans une région spécifique. Un rayon de coin moins élevé conduit également au phénomène de déchirure.
iii. Défauts de surface
Une lubrification incorrecte et un faible espacement entre la matrice et l’outil entraînent la formation de marques de rayure sur l’outil, le produit et la matrice.
iv. Oreille
Le comportement anisotrope du matériau spécifique conduit à des caractéristiques irrégulières des rebords, en particulier sur les pièces embouties profondément.
Calculs d’emboutissage profond dans la fabrication de tôle
Lors de la fabrication et de la conception de tôles embouties profondément, vous devez suivre certains calculs:

Pièces embouties profondément en tôles
Calcul de la taille
Vous pouvez supposer que la taille de la découpe de la tôle emboutie profonde équivaut à la surface de la pièce finie.
Vous pouvez calculer la taille de la tôle emboutie profonde en suivant ces étapes:
Etape 1: Calcul de la surface
Surface de la découpe
Etape 2: Calcul de la surface de la pièce finie
Surface de la pièce finie
Etape 3: Conservez les deux surfaces égales
Calcul du taux de réduction
Si la profondeur de la pièce en tôle est grande, vous devez la soumettre à plus d’une opération d’emboutissage.
Vous pouvez calculer ces nombres d’opérations d’emboutissage en utilisant les formules suivantes:
Le taux de réduction diminue lorsque vous augmentez les opérations d’emboutissage. Si vous ne le faites pas, cela résultera en de multiples défauts.
Le taux recommandé est de 50 %, 25 % et 20 %.
Calcul de la force
La prochaine chose dans le calcul est de déterminer la force dont vous avez besoin pour emboutir la tôle.
Vous pouvez le calculer en suivant la formule:
d= diamètre du poinçon
t= épaisseur de la découpe
UTS= Résistance à la traction ultime
Exemples de pièces embouties profondément en tôle
Déterminez le diamètre et le nombre d’opérations d’emboutissage pour emboutir une tôle de diamètre 50 mm et une profondeur de 60 mm?
Solution:
Diamètre de la coupe = 50 mm
Profondeur de la coupe = 60 mm
= 60,2
Diamètre de la découpe = 60,2 2 = 120,4
Calcul du taux de réduction:
Supposons la première opération d’emboutissage: 0.5
0.5 120,4 = 120,4 – Diamètre du poinçon.
Diamètre du poinçon = 60,2
Par conséquent, cette valeur détermine que vous pouvez retirer une hauteur de 60,2 mm en une seule opération d’emboutissage.
Par conséquent, une seule opération d’emboutissage est suffisante pour fabriquer cette pièce.
Conclusion
L’emboutissage profond de la tôle est un processus pratique et efficace dans la fabrication de métaux.
Avec les informations de ce guide, vous pouvez certainement obtenir des pièces de haute qualité et fiables.
Pour toute question ou demande concernant le processus d’emboutissage profond de la tôle, contactez-nous maintenant.