


Qu'est-ce que le soudage de l'acier inoxydable ?
La soudure en acier inoxydable est le processus de fabrication qui fusionne deux ou plusieurs aciers inoxydables ou avec d’autres métaux pour former un joint lors du refroidissement. Ce processus utilise un métal d’apport ou des consommables de composition similaire au matériau de base pour souder une pièce à une autre.
Le soudage de l'acier inoxydable est-il difficile ?
Le soudage du acier inoxydable n’est pas aussi facile que le soudage de l’acier doux. Vous pouvez souder de l’acier inoxydable si vous avez quelques connaissances, de la pratique et le bon équipement. Cela peut encore poser un défi pour les soudeurs inexpérimentés car il retient efficacement la chaleur.
L’application excessive de chaleur peut provoquer la déformation du matériau pendant le refroidissement. L’acier inoxydable montre clairement les imperfections de soudure. De plus, il existe différentes alliages utilisés dans le soudage de l’acier inoxydable. Vous devez comprendre le matériau de remplissage approprié, les réglages et le gaz de protection pour chaque alliage utilisé. La plupôart des gens considèrent cela comme un processus compliqué et le préfèrent aux soudeurs avancés.
Here is the translation of the given English article into French:
Le soudage du acier inoxydable n’est pas aussi facile que le soudage de l’acier doux. Vous pouvez souder de l’acier inoxydable si vous avez quelques connaissances, de la pratique et le bon équipement. Cela peut encore poser un défi pour les soudeurs inexpérimentés car il retient efficacement la chaleur.
L’application excessive de chaleur peut provoquer la déformation du matériau pendant le refroidissement. L’acier inoxydable montre clairement les imperfections de soudure. De plus, il existe différentes alliages utilisés dans le soudage de l’acier inoxydable. Vous devez comprendre le matériau de remplissage approprié, les réglages et le gaz de protection pour chaque alliage utilisé. La plupôart des gens considèrent cela comme un processus compliqué et le préfèrent aux soudeurs avancés.


Métaux que vous pouvez souder à l'acier inoxydable
Le risque et la décision de souder un métal avec de l’acier inoxydable doivent être acceptables pour l’application spécifique. En raison des points de fusion variables, des matériaux de remplissage sont nécessaires, le choix étant très critique. Certains métaux qui peuvent être soudés sur de l’acier inoxydable incluent
- Acier au carbone – doit être préchauffé avant la soudure
- Acier doux à faible teneur en carbone – vous devez utiliser le processus de soudage MIG avec un gaz de protection tri-mix et un fil de remplissage ER309L.
- Acier galvanisé – le zinc est un danger pour la santé et contamine le cordon de soudure.
- Fonte
Types d'acier inoxydable pour le soudage
La difficulté de souder l’acier inoxydable varie en fonction de la classe d’acier inoxydable. Ces classes comprennent :
- Aciers inoxydables austénitiques – Ils ont une teneur élevée en carbone et sont sujets à la corrosion intergranulaire.
- Aciers inoxydables ferritiques – Ils sont les plus faciles à souder des aciers inoxydables.
- Aciers inoxydables martensitiques – La teneur en carbone dans les aciers martensitiques est plus élevée que dans les aciers ferritiques et austénitiques.
- Acier inoxydable duplex – Ce sont des hybrides d’acier inoxydable austénitique et ferritique.
- Acier inoxydable durcissant par précipitation – Ils se forment par précipitation intermétallique bloquant les dislocations au sein de l’acier inoxydable.

Conseils pour le soudage de l'acier inoxydable


Conseils de soudage pour l’acier inoxydable
i. Nettoyez correctement les surfaces en acier inoxydable avant de souder.
ii. Portez l’équipement de protection individuelle approprié (EPI).
iii. Maintenez la chaleur de soudage basse. Les métaux en acier inoxydable se déforment s’ils sont exposés à une chaleur excessive.
iv. Évitez les remplissages de gros diamètres. Utiliser des baguettes ou des fils de remplissage épais nécessite plus de chaleur.
v. Assurez-vous que les matériaux en acier inoxydable sont correctement ajustés. Cela réduira le nombre de remplissages utilisés et éliminera les cas de joints à remplir.
vi. Utilisez un matériau de remplissage ou une électrode conçue pour chaque alliage en acier inoxydable. Il est possible d’utiliser des matériaux de remplissage standard en acier au carbone. Mais il sera nécessaire de recouvrir le cordon pour éviter la corrosion. Utiliser des matériaux de remplissage en acier inoxydable qui correspondent au matériau de base aidera à éviter de tels problèmes.
vii. Utilisez l’angle de torche correct. En faisant glisser les électrodes, le flux s’élève au-dessus du bain de fusion et recouvre le cordon. Pour le soudage à l’arc avec fil fourré, un angle de tirage de 10 degrés fonctionnera bien pendant le soudage. Le soudage à l’électrode enrobée, en revanche, peut nécessiter un angle plus prononcé.
viii. Utilisez la longueur de fil correcte.
ix. Respectez les précautions nécessaires en matière de santé et de sécurité pour garantir la sécurité et éviter les accidents de soudage.
x. Flaque de soudage TIG; la flaque de soudage doit être de la même épaisseur que le métal de base.
xi. Taux de dépôt; chaque processus de soudage a des taux de dépôt différents. Vous devez vous exercer pour comprendre la différence. Le soudage à l’arc avec fil à double blindage est le meilleur choix pour des taux de dépôt élevés.
xii. Vitesse de déplacement; se déplacer trop lentement entraîne une surchauffe. En revanche, se déplacer rapidement rend la soudure très friable et le cordon de soudure trop étroit.
xiii. Prévention de la rouille; fournir un bon couvercle de gaz protecteur – les gaz réactifs peuvent provoquer de la rouille. Nettoyez correctement votre soudure finie à l’aide d’une meule, d’une brosse métallique, de pâtes de dérochage, de nettoyage électrochimique ou d’abrasifs. Maintenez la température basse – une chaleur élevée corrompt la résistance à la corrosion de l’acier inoxydable.
Soudage TIG de l'acier inoxydable


Il est également connu sous le nom de Soudage Tungsten Arc au Gaz (GTAW) ou Gaz Inerte au Tungstène (TIG). Il s’agit d’une méthode de soudage au gaz inerte qui utilise une électrode en tungstène non consommable. L’énergie nécessaire pour faire fondre le métal est fournie par l’arc électrique. De plus, l’arc est produit entre du tungstène ou d’autres électrodes en alliage et la pièce en acier inoxydable et est maintenu dans une atmosphère inerte.
Les matériaux en acier inoxydable sont continuellement soudés en
- Mode Courant Continu Électrode Négative (CCEN)
- Mode Courant Continu Polarité Droite (CCPD)
Dans cet état, le métal est percuté par des électrons pour permettre la pénétration tandis que l’électrode subit une certaine usure. Le métal d’apport utilisé est un fil enroulé ou une électrode nue qui permet au processus de soudage d’être automatique. Le gaz inerte du processus est utile pour:
- Protéger la zone d’arc soudée de l’air oxydant.
- Maintenir la stabilité de l’arc
Les avantages du soudage TIG de l’acier inoxydable incluent;
- Zone de fusion étroite en raison d’une source de chaleur concentrée
- Apprentissage facile
- Usure minimale des électrodes
- Les soudures sont solides et sans pores
- Le produit soudé présente de bonnes propriétés métallurgiques en raison d’un contrôle précis de la pénétration.
- Petite taille du bain de soudure et arc stable.
En plus de cela, il n’y a pas d’éclaboussures. De plus, il n’y a pas non plus besoin de flux, éliminant les résidus d’oxydation et simplifiant les procédures de nettoyage final. Enfin, l’épaisseur standard de la pièce à travailler varie de 0,5 mm à 4,0 mm.
Soudage par résistance de l'acier inoxydable
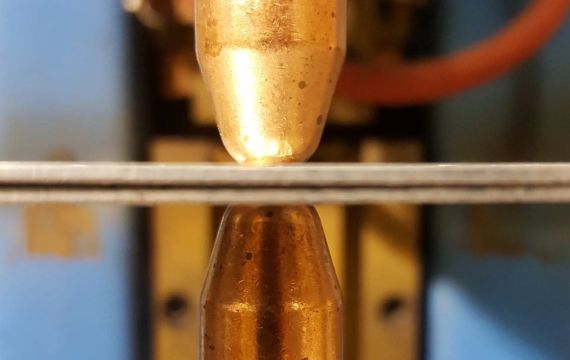
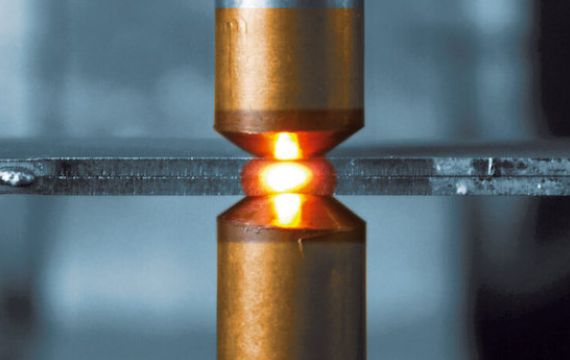
Ceci est un processus de soudage où la chaleur est obtenue de la résistance électrique pour chauffer les interfaces des composants.
Soudage par Points de Résistance
Il convient particulièrement pour souder de fines feuilles d’acier inoxydable. Le chauffage par résistance causé par le passage du courant induit la fusion. Les étapes impliquées dans le SPR sont ;
- Vous positionnez les feuilles à joindre
- Abaissez l’électrode sur le côté supérieur et appliquez la force de serrage
- Soudage AC à basse tension pour produire de l’énergie thermique
- Application de la force de forgeage ou de force de serrage supplémentaire
- Relevez l’électrode supérieure avant de passer au cycle suivant
Soudage par Points Continu
Il utilise le même principe d’opération que le SPR bien que le processus soit continu. Les électrodes utilisées sont des roues en alliage de cuivre avec un système d’entraînement. De plus, certains des avantages du soudage par résistance sont ;
- Le chauffage par résistance limite la modification de la microstructure dans la zone de chaleur,
- Il y a pratiquement aucune oxydation si refroidi correctement
- Distorsion minimale dans les feuilles après le soudage
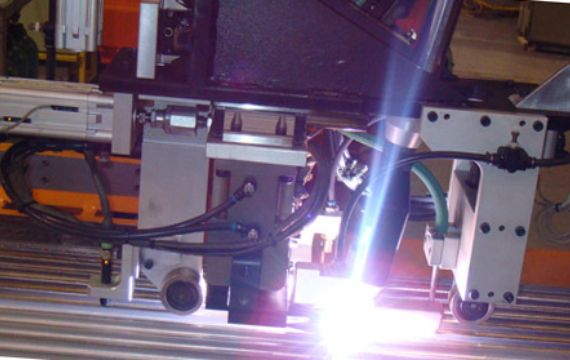
C’est similaire à GTAW. En rétrécissant le plasma d’arc par la buse, on obtient un jet de plasma à haute énergie à des températures plus élevées. L’arc de plasma est formé entre la pièce en acier inoxydable et l’électrode. De plus, un gaz de protection de grand diamètre est utilisé pour protéger le bain de soudage. Le Soudage à l’Arc Plasma (PAW) présente divers avantages par rapport au GTAW, notamment une plus grande stabilité de l’arc, ce qui donne :
- Arcs de soudure rigides pour de meilleurs contrôles de puissance d’entrée
- Une distance buse – pièce à souder avec une plus grande tolérance
- Une tolérance élevée aux préparations défectueuses
L’épaisseur pour le soudage à l’arc plasma varie de 0,1 mm à environ 10 mm

Il est également appelé Soudage à l’arc sous gaz (SAG). Dans ce processus, l’électrode alimentée en continu sur la pièce produit un arc et une chaleur de soudage. L’électrode est consommable. De plus, l’arc frappé se situe entre la pièce en acier inoxydable et l’électrode fusible à l’intérieur du gaz de protection. Normalement, le processus se caractérise par :
- Hautes densités de courant de l’électrode
- Hautes températures d’arc provoquent la fusion rapide des électrodes.
- Dans les méthodes DCEP et DCRP de soudage de l’acier inoxydable, l’électrode est connectée aux bornes positives
- La tenue de la torche de soudage est, dans la plupart des cas, effectuée manuellement par le soudeur.
La plage d’épaisseur se situe entre 1,0 mm et 5,0 mm

Il s’agit d’une variante du procédé de soudage MIG. En outre, l’électrode utilisée possède une gaine en acier inoxydable remplie de flux solide. L’âme de l’électrode contient les désoxydants et le matériau nécessaire à la formation du laitier. En outre, dans le FCAW, les électrodes auto-protégées fournissent le gaz de protection.
Le procédé FCAW ajoute les avantages du MMA à une productivité élevée grâce à la possibilité d’alimenter le fil central en continu. L’épaisseur varie de 1,0 mm à 5,00 mm.

Il est également appelé l’arc métallique manuel (MMA). Principalement, il est principalement utilisé en raison de la flexibilité et de la simplicité du processus. De plus, il peut utiliser des électrodes de rutile (titania) pour les modes AC et DC et des électrodes de base (chaux) pour le mode DCEP. Les plages d’épaisseur standard sont ;
- 0 mm à 2.5 mm pour les processus à une seule passe
- 0 mm à 10.0 mm pour la technique à passes multiples.
Applications de soudage de l'acier inoxydable

Dans la plupart des entreprises, les canalisations de matières corrosives sont posées à l’aide de tuyaux en acier inoxydable. Ces tuyaux nécessitent l’utilisation de méthodes de soudage en acier inoxydable.

Le pétrole et le gaz sont très corrosifs pour les autres métaux. Les aciers inoxydables sont les plus appropriés en raison de leur résistance à la corrosion. Ils sont également très durables.

Les compagnies d’électricité ont utilisé des métaux en acier inoxydable dans l’érection de lignes électriques suspendues.

La soudure en acier inoxydable est utilisée pour souder des matériaux minces et parfois des matériaux uniques tels que le titane.

Dans l’industrie automobile, l’acier inoxydable est utilisé pour fabriquer des pièces délicates nécessitant légèreté et résistance. Il est utilisé pour les pièces exposées à des milieux corrosifs.
Baguette de soudage utilisée pour le soudage de l'acier inoxydable

Ces électrodes sont des baguettes d’apport recouvertes de flux utilisées dans le SMAW. Elles sont constituées d’un métal central recouvert d’une couche épaisse qui protège le métal en fusion et stabilise l’arc.

Il s’agit d’un métal en forme de tube dont le cœur contient un flux. En outre, le noyau sert de désoxydant et de matériau pour la formation du laitier. Le noyau joue également le rôle de gaz de protection.

Ce sont des fils et des électrodes utilisés dans le soudage à l’arc des métaux SS et d’autres aciers résistants à la chaleur. Quelques exemples des différentes catégories d’électrodes en acier inoxydable utilisées dans le soudage sont : des électrodes enrobées (E209, E219, E240, E308, E309, E310, E312), des électrodes en fil (ER 209, ER219, ER240, ER308, ER309, ER321) ou des électrodes en flux (E308TX-X, E312T-3, E308LTX-X, E310TX-X, E308MoLTX-X).
Machine et équipement de soudage en acier inoxydable

Il est essentiel pour la production de soudures fiables et solides en acier inoxydable.

La plupart des postes de soudage sont livrés avec un pistolet de soudage. Il est préférable d’améliorer le pistolet de soudage pour un meilleur contrôle et un travail plus spécifique.

Ils sont surtout utilisés dans les projets qui nécessitent beaucoup de soudage. Ils peuvent également être utilisés pour travailler dans des installations spécialisées.

Il protège le pistolet de soudage. En outre, il permet aux soudeurs de passer à différents types de fils métalliques pour des travaux de soudage spécifiques.

Le choix des baguettes de soudage appropriées est une condition préalable à un soudage correct.

La brosse de nettoyage et de grattage des métaux aide à la préparation des pièces.

Il peut s’agir d’une combinaison d’argon, d’hélium et de dioxyde de carbone. Les autres accessoires de soudage en acier inoxydable comprennent les pinces, le casque de soudage, le tablier en cuir, les manches, les gants, les bottes de soudage, les pinces MIG et la table de soudage.

Quels Traitements de Finition Pouvez-vous Appliquer Après le Soudage de l’Acier Inoxydable?
Certains des traitements de finition courants peuvent inclure ;
Élimination de Scories, d’Oxyde et d’Éclaboussures
- Les scories peuvent être éliminées en martelant. Des précautions doivent être prises pour éviter d’abîmer les surfaces métalliques environnantes.
- Les éclaboussures mouillées et les films d’oxyde peuvent être enlevés en utilisant des brosses en fil d’acier inoxydable. Utiliser d’autres brosses pourrait causer une contamination par des particules de fer entraînant la rouille et la décoloration.
- Les scories et les éclaboussures peuvent également être enlevées par sablage.
Meulage
Il faut être prudent lors du meulage pour ne pas provoquer de surchauffe ou de décoloration associée à la surchauffe.
Polissage
Cela implique l’utilisation d’abrasifs à mailles pour enlever les marques de meulage. Pour éviter la contamination, les outils utilisés doivent être strictement réservés aux travaux sur acier inoxydable.
Décapage
Certains soudures entraînent des oxydes colorés qui doivent être éliminés pour restaurer la passivité de l’acier inoxydable. Certaines techniques utilisées incluent ;
- Bains de Décapage
La pièce soudée est plongée dans le bain de décapage à 20 ⁰C de 15 minutes à 180 minutes. En outre, la température et le temps d’immersion doivent être pris en compte pour éviter la corrosion des métaux. De plus, la pièce doit être rincée à l’eau exempte de chlorure après le bain.
- Pâtes et Gels Décapants
Les pâtes et les gels permettent un traitement le long des zones soudées uniquement. Ils sont appliqués sur la zone soudée et nettoyés à l’aide d’une brosse en acier inoxydable. La pièce doit être rincée à l’eau après le décapage.
- Passivation
Le décapage laisse le métal non protégé, et une nouvelle couche doit être mise en place pour restaurer la résistance à la corrosion.
- Bains de Passivation
Les pièces sont immergées dans la composition acide de 52 % d’acide nitrique et d’eau. Elles restent immergées de 15 minutes à environ 60 minutes. Après l’immersion dans le bain de passivation, la pièce doit être rincée à l’eau propre.
- Gels et Pâtes de Passivation
Ils sont utilisés le long des zones soudées. Un produit de base à base d’acide nitrique est étalé sur la surface soudée. Il est ensuite enlevé à l’aide d’une brosse en acier inoxydable puis rincé.
Ressources Connexes:
Soudage de l’Aluminium
Soudage de Tôles Métalliques