La fabrication de tôles est un processus complexe qui implique plusieurs étapes importantes, le soudage en étant une.
Cet article va donner tous les détails importants dans le processus de soudage de tôles.
Qu’est-ce que le Soudage de Tôles?
Le soudage de tôles est une technique de jonction de métaux où vous fusionnez deux ou plusieurs pièces ensemble en utilisant la pression, la chaleur ou les deux.
Le soudage de tôles vous permet de joindre des pièces métalliques selon des spécifications et des formes souhaitées. Étant beaucoup plus mince par rapport à d’autres matériaux, les techniques de soudage de tôles minces emploient une approche totalement différente.

tôle soudée
Différence Entre le Flux de Soudage et le Métal d’Apport dans le Soudage de Tôles
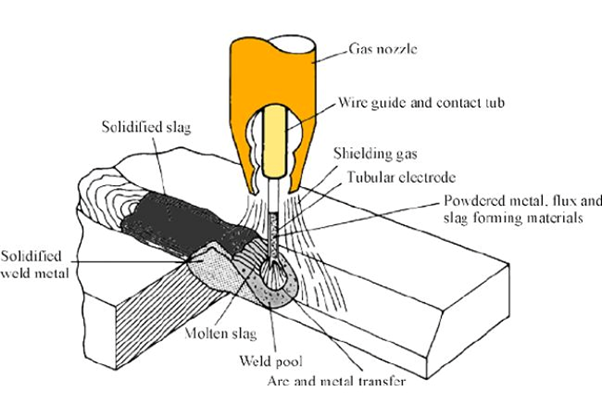
processus de soudage par flux dans le soudage de tôles
Le tableau ci-dessous met en évidence les différences entre le flux de soudage et le métal d’apport dans le soudage de tôles.
| Flux de Soudage | Métal d’Apport |
| Le matériau de flux est un agent chimique de purification, de nettoyage ou d’écoulement utilisé pour favoriser la fusion des pièces dans le soudage de tôles. Le rôle principal du flux de soudage est d’empêcher l’oxydation des matériaux d’apport et de base pendant le soudage. | Un métal d’apport décrit une substance qui fond lorsqu’elle est chauffée pour couler et former un joint de soudure entre les deux pièces métalliques. En général, c’est un métal allié ayant des propriétés spécifiques de coulée et de soudage. |
| Il se présente sous forme solide ou en solution qui est presque inerte à température ambiante moyenne. Cependant, le flux de soudage peut être extrêmement réducteur lorsque vous l’exposez à des températures élevées pour inhiber la formation d’oxyde métallique. | Le métal d’apport se présente sous forme solide ou pâteuse (comme des bagues, du fil, des rondelles, de la poudre ou des pastilles). Tout d’abord, vous atomisez les métaux d’apport de fusion en poudre puis vous les mélangez avec le flux de soudage pour obtenir un mélange pâteux. |
| Le flux permet l’humectage du métal fondu en dissolvant les oxydes de surface du métal. Il agit également comme une barrière à l’oxygène, minimisant ainsi l’oxydation.
| En utilisant le métal d’apport, vous pouvez former un joint de soudure qui satisfait les exigences de service telles que la résistance mécanique et la résistance à la corrosion. Les opérations de soudage métallique utilisent ou consomment le matériau jusqu’à ce qu’il fasse partie de la soudure produite. |
Certains des matériaux de flux utilisés dans le soudage de tôles comprennent :
|
Les types courants de métaux d’apport utilisés dans le soudage de tôles comprennent :
- Aluminium
- Plomb
- Laiton
- Argent
- Nickel
- Acier au carbone
- Cuivre
- Chrome
- Étain
- Zinc
- Or des bijoutiers
- Titane
Plus de ressources:
Méthodes De Soudage De Tôle
Il existe une variété de techniques de soudage de tôles. Cependant, les méthodes se divisent en deux catégories générales, à savoir le soudage par fusion et le soudage à l’état solide.
Le choix du bon processus de soudage de tôles dépend du type de matériau des tôles et des conditions dans lesquelles vous utiliserez la pièce fabriquée.
Voyons maintenant de plus près les deux principaux types de soudage de tôles.
Soudage Par Fusion
Le soudage par fusion est un processus d’assemblage de métaux qui applique de la chaleur pour fusionner deux ou plusieurs pièces ensemble.
Il chauffe les métaux de base à leur température de fusion, créant ainsi une coalescence entre les pièces.
Vous pouvez avoir besoin ou non d’un matériau d’apport lors du soudage par fusion de tôles minces. De plus, cette méthode de soudage ne nécessite pas l’application de pression externe, sauf pour la technique de soudage par résistance.
Le soudage par fusion se produit lorsque les métaux de base fondus se fondent avec le matériau d’apport fondu. Vous pouvez appliquer la chaleur pour faire fondre les matériaux dans la zone de liaison ou la développer de manière externe au point de soudure souhaité.
Il existe de nombreuses sous-catégories de la méthode de soudage par fusion que vous pouvez classer davantage sur la base de la source de chaleur.
Plus de ressources:
Soudage À L’Arc
C’est l’une des techniques de soudage par fusion préférées qui relie deux ou plusieurs pièces de tôles en utilisant un arc électrique.
Le soudage à l’arc est parfait pour joindre des tôles dures car l’arc électrique peut produire une chaleur allant jusqu’à 3 000 degrés Celsius.
De plus, le soudage à l’arc est également idéal pour les applications offshore car il vous permet de réaliser un soudage par fusion sous-marin de tôles. Les méthodes courantes de soudage à l’arc incluent :
Soudage au gaz
Le soudage au gaz constitue toutes les techniques de soudage de tôles minces qui utilisent une combinaison de gaz pour produire une flamme chaude.
La méthode nécessite des gaz de protection pour protéger la zone de soudage des gaz atmosphériques tels que l’oxygène et l’azote qui peuvent causer des défauts de soudage.
Les solutions courantes de soudage à l’arc sous gaz comprennent :
- Soudage à l’air-acétylène (SA)
- Soudage à l’oxyacétylène (SO)
- Soudage à l’oxyhydrogène (SOH)
- Soudage sous pression de gaz (SPG)
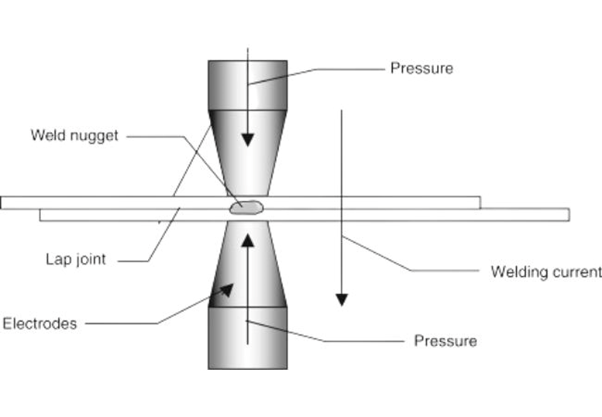
Soudage par résistance
Dans ce type de soudage de tôles, vous générez de la chaleur en faisant circuler du courant à travers la résistance due au contact entre les deux surfaces métalliques.
Cela forme de petites poches de métal fondu à la zone de soudure lorsque vous faites passer un courant élevé (de 1 000 à 100 000 A) à travers le métal.
Vous devez maintenir une pression de contact significative pendant le soudage pour obtenir un bon joint de soudure.
En général, les méthodes de soudage de tôles par résistance sont efficaces et entraînent une pollution minimale.
Cependant, elles ont des applications limitées et le coût de l’équipement peut être élevé. Certains des types de soudage de tôles par résistance couramment utilisés incluent :
- Soudage par points de résistance (SPR)
- Soudage par points de résistance (SPR)
- Soudage par projection (SP)
- Soudage par percussion (SP)
- Soudage par éclair (SE)
- Soudage par déformation (SD)
Soudage par intense énergie
Les techniques de soudage par faisceau d’énergie sont des procédures relativement nouvelles qui sont largement utilisées dans les applications de production en série.
Les deux formes de soudage de tôles minces par faisceau d’énergie sont :
Les deux techniques de soudage de tôles sont assez similaires, différant principalement par leur source d’énergie.
Le soudage par faisceau d’électrons utilise un faisceau d’électrons et est réalisé dans un vide, tandis que le soudage par faisceau laser applique un faisceau laser hautement concentré.
Les deux présentent une densité d’énergie exceptionnellement élevée, ce qui facilite une pénétration profonde et réduit la taille de la zone de soudure.
Les deux méthodes de soudage sont très productives en raison de leur nature extrêmement rapide et de leur facilité d’automatisation.
Le coût très élevé de l’équipement et la vulnérabilité à la fissuration thermique sont les principaux inconvénients du soudage par intense énergie de tôles minces.
Avantages du soudage par fusion de tôles
- La conception des joints et la préparation des bords ne sont pas obligatoires car ces opérations n’influenceront que la pénétration réalisable.
- La simplicité d’application du matériau de remplissage vous permet de combler de grands espaces.
- La forme principale de la pièce en tôle n’importe pas car il n’est pas nécessaire d’exercer une pression externe.
- Permet de fusionner facilement plus de deux pièces métalliques.
- La meilleure méthode de soudage de tôles pour une application industrielle car c’est un processus rapide et simple.
processus de soudage par fusion
Inconvénients du soudage par fusion de tôles
- Difficile de lier des tôles métalliques différentes si elles ont des coefficients de dilatation thermique et des points de fusion variés.
- Le chauffage extrême peut sérieusement affecter les caractéristiques mécaniques des matériaux de base.
- La fusion et la solidification peuvent entraîner des contraintes résiduelles et des déformations.
- La zone affectée par la chaleur (ZAC) crée un point faible sur les matériaux soudés.
Soudage à l’état solide
Le soudage à l’état solide décrit une technique d’assemblage de métaux où vous faites fondre les surfaces de contact des matériaux de base.
Différent du soudage par fusion, ce processus de soudage de tôles ne nécessite pas l’application de chaleur.
Cependant, vous devrez appliquer une pression pour obtenir un joint de soudure efficace et c’est pourquoi il est également connu sous le nom de processus de soudage par pression.
Il est important de noter qu’il est parfois nécessaire de chauffer le matériau de base à une température élevée lors de l’assemblage par soudage à l’état solide.
soudage à l’état solide
Néanmoins, la température reste généralement en dessous du point de fusion.
Il existe de nombreux types de méthodes de soudage à l’état solide, notamment :
- Soudage à Froid (CW)
- Soudage à la Forge (FOW)
- Soudage par Roulement (ROW)
- Soudage par Frottement-Malaxage (FSW)
- Soudage par Pression (PW)
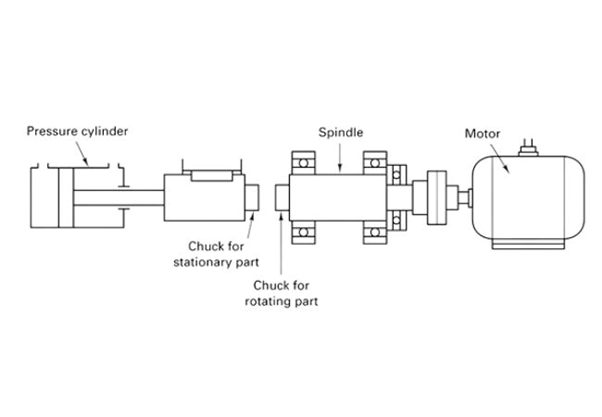
- Soudage par Frottement (FRW)
- Soudage par Diffusion (DFW)
Avantages du Soudage à l’état solide
- Aucune fusion des surfaces de contact des métaux de base pour former un joint de soudure.
- Les tôles que vous assemblez conservent leurs propriétés d’origine.
- Le processus ne présente pas les problèmes de zone affectée par la chaleur rencontrés lors de la fusion des métaux de base.
- Les matériaux conservent leur pureté métallurgique.
- Vous permet de joindre des matériaux de tôle différents.
- Il n’y a pas de changement d’état des matériaux de base.
- Vous pouvez réaliser du soudage à l’état solide de tôles sous différentes températures et contraintes.
- Le joint soudé ne présente pas de défauts de microstructure.
- Ne nécessite pas l’utilisation de gaz de protection, de fondants de soudure et de matériaux d’apport.
- Fournit une apparence de soudure attrayante.
Inconvénients du Soudage à l’état solide
- Exige une préparation de surface avant le processus de soudage.
- Présente une conception de joint limitée.
- Peut nécessiter des équipements de soudage complexes et coûteux.
- Le soudage à l’état solide offre un espace limité pour l’inspection non destructive.
Différence entre le Soudage par Fusion et le Soudage à l’état solide
Le tableau ci-dessous met en évidence les principales différences entre le soudage à l’état solide et le soudage par fusion :
| Soudage par Fusion | Soudage à l’état solide |
| Les surfaces de contact des métaux de base sont fusionnées ensemble pour créer une cohésion lors du soudage de tôles. | Il n’y a pas de fusion dans cette technique. Cependant, vous pouvez chauffer les métaux de base à des températures élevées sans fusionner. |
| L’application de chaleur est nécessaire pendant le processus de soudage de tôles. Vous pouvez appliquer de la chaleur en utilisant plusieurs mécanismes, notamment le faisceau laser, le chauffage par résistance, la flamme de gaz fusible et l’arc électrique, entre autres moyens. | Nécessite aucune source de chaleur, mais vous pouvez appliquer une pression externe pour le mélange de tôles. |
| Peut ou non utiliser de matériau d’apport. | Nécessite aucun matériau d’apport. |
| La chaleur intense impacte sérieusement les caractéristiques métallurgiques et mécaniques des matériaux de base. | Les propriétés mécaniques des matériaux d’origine restent inchangées. Cependant, des modifications mineures peuvent parfois survenir. |
| Dans le soudage par fusion, le matériau d’apport peut être appliqué facilement. | Dans le soudage à l’état solide, aucun matériau d’apport n’est utilisé. |
| Le soudage de tôles de métaux différents peut être une opération difficile. Le processus devient plus difficile lorsque les matériaux ont des coefficients de dilatation thermique différents. | Le soudage de fines tôles de métaux différents est relativement plus facile. Cela est dû au fait que le soudage à l’état solide n’implique pas de fusion et de solidification. |
| Il y a une zone affectée par la chaleur (ZAC) reconnaissable autour du cordon de soudure en raison de la chaleur extrême. | La ZAC n’est souvent pas reconnaissable. Cependant, il peut y avoir une ZAC étroite dans certains cas. |
| La préparation des bords et la conception de joint ne sont pas essentielles. Ces paramètres affectent principalement la pénétration atteignable. | La conception des joints, la préparation de la surface et des bords sont primordiales dans le soudage à l’état solide de la tôle. Cela est dû au fait que l’opération nécessite des surfaces d’appariement distinctes. |
| Le niveau de distorsion est extrêmement élevé en raison de l’application excessive de chaleur par unité de surface. | Produit une distorsion minimale de la soudure car aucune chaleur n’est appliquée. |
Approches Utiles Lors du Soudage de la Tôle Métallique
Vous devez appliquer des techniques de soudage spécifiques de tôles métalliques minces et respecter certaines normes de soudage de tôles métalliques pour obtenir un assemblage correct.
Avec une pratique et une expérience constantes, vous maîtriserez la bonne façon de souder la tôle métallique.
Un soudage correct garantit qu’il n’y a ni gauchissement ni perforation du matériau que vous fabriquez.
Une approche pour y parvenir est d’employer toujours la vitesse de déplacement la plus rapide possible et de toujours effectuer le soudage de manière linéaire.
En faisant cela, vous maintiendrez un excellent profil de cordon de soudure.
Pour éviter toute occurrence de perforation, vous pouvez appliquer la technique de poussée du pistolet de soudage. Cela implique de diriger le fil vers les sections les plus froides du métal de base et du bain de fusion.
Lorsque vous tirez le pistolet, le fil se déplacera vers les régions les plus chaudes du bain de fusion. Cela peut augmenter la possibilité de perforation.
Voici quelques approches utiles supplémentaires que vous pouvez appliquer lors du processus de soudage de tôles métalliques :
Soudage par Point Skippé
Il y aura un gauchissement ou une distorsion de la tôle métallique si vous disperser la chaleur de manière irrégulière.
Cela causera des problèmes supplémentaires pour les pièces métalliques qui devraient s’emboîter fermement.
Pour éviter cela, assurez-vous qu’il y a une répartition uniforme de la chaleur sur les pièces à travailler.
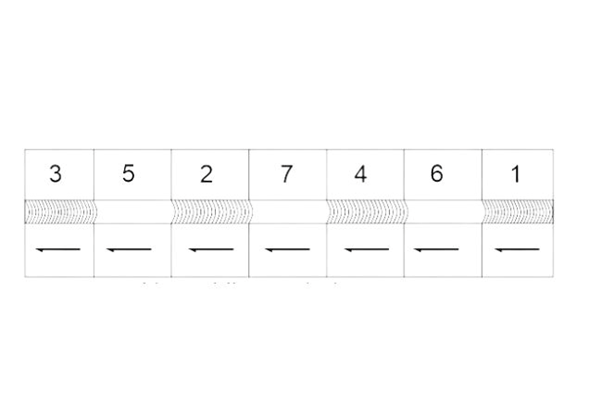
technique de soudage par points
Le soudage par points de tôle est la technique idéale dans ce cas car il vous permet de créer une séquence de points de soudure.
Cela garantit qu’il n’y a pas de concentration de chaleur excessive à un endroit.
Barres de soutien
Avoir des barres de refroidissement ou de soutien attachées aux zones affectées par la chaleur est une autre technique de dissipation de chaleur plus rapide que d’utiliser uniquement un refroidissement atmosphérique.
Vous pouvez facilement le faire en plaçant et en serrant une barre métallique simple sur la pièce soudée.
Les métaux préférés sont l’aluminium ou le cuivre car ils ont la capacité de favoriser une dissipation de chaleur plus rapide.
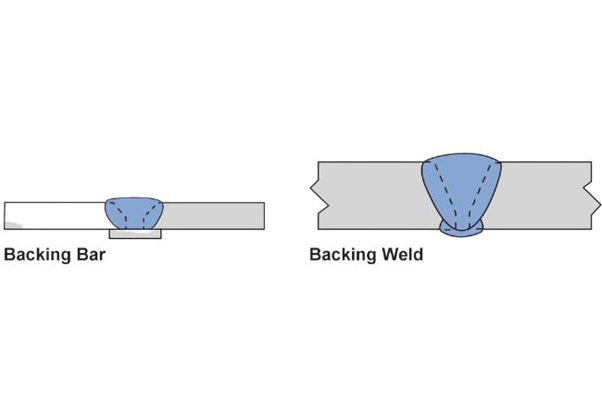
illustration de barre de soutien
Ajustement et conception de joint
Le processus de soudage de tôles nécessite des ajustements très serrés. Par exemple, vous devrez peut-être créer un joint bout à bout sur une tôle mince mais les pièces ne peuvent pas se toucher.
Vous devrez former un espace qui ne pourra pas absorber suffisamment de chaleur pendant le soudage.
Ainsi, pour éviter tout problème, appliquez le truc de soudage de tôle de couper une fois, mesurer deux fois. Cependant, vous pouvez également redessiner le panneau métallique en utilisant des joints capables d’absorber plus de chaleur.
De plus, vous pouvez utiliser un soudage par bouchon dans des zones qui ne nécessitent pas vraiment un cordon de soudure solide.
Comment éviter la brûlure en soudant des tôles métalliques
La brûlure se produit lorsque l’électrode de soudage pénètre suffisamment en profondeur pour atteindre la racine de la soudure.
Essentiellement, vous faites fondre par erreur toute l’épaisseur du métal de base. C’est pourquoi nous l’appelons également la fusion.
Par conséquent, la brûlure est considérée comme un trou sur la soudure finale. Souvent, ce défaut se produit précisément sur la soudure ou à proximité.
La brûlure en soudage peut réduire considérablement la résistance de la soudure. Fondamentalement, vous comprenez qu’une rupture dans une soudure la rend faible.
Par conséquent, les trous et les espaces deviennent des points présentant une forte probabilité de déformation ou de fissuration sous charge.
De plus, la brûlure compromet également l’esthétique de la soudure de tôle.
Cela peut ne pas être une spécification de performance, mais l’apparence est une préoccupation pour la plupart des gens.
Pour cette raison, voici 10 astuces de soudage de tôle pour éviter la brûlure :
- Utiliser un niveau de courant plus bas: Réduisez le réglage du courant pour moins de chaleur.
- Souder plus rapidement: Faites un effort pour terminer les passes le plus rapidement possible pour minimiser les risques de brûlures.
- Éviter de meuler trop les marges du métal de base: Assurez-vous de laisser un peu de matériau à la base pour qu’il puisse supporter les températures élevées de soudage de la tôle.
- Nettoyer les surfaces avant de souder: Nettoyez l’ensemble des surfaces de soudure à l’aide d’une meuleuse ou d’une brosse métallique pour éliminer la saleté/la rouille, les couches de surface, les revêtements ou toute contamination.
- Maintenir une longueur de l’arc modeste: Gardez-le constant à la longueur préférée (équivalente au diamètre de l’électrode). Toute valeur inférieure ou supérieure, et vous commencez à remarquer des brûlures.
- Employez un angle de soudage peu profond : Assurez-vous de ne pas tenir l’électrode de soudage verticale lors du soudage de tôles métalliques. Maintenez la bonne inclinaison pour toute la jointure de soudage.
- Poussez, ne tirez pas : Essayez d’inverser la direction de déplacement tout en maintenant l’inclinaison de l’électrode si vous remarquez une fusion lors du glissement. Cela transfère le dépôt de chaleur vers le cordon plutôt que vers le métal de base.
- Évitez les motifs inutiles : Tisser et créer des cordons peuvent sembler attractifs, mais un passage linéaire est parfait pour éviter la fusion lors du soudage de tôles métalliques.
- Considérez les types de soudage de tôles métalliques minces et douces : Utilisez des méthodes de faible intensité telles que le TIG ou le MIG si possible.
- Vérifiez les paramètres de l’équipement avant de souder : Évaluez tous les réglages avant de commencer le processus de soudage de tôles métalliques pour minimiser les effets des défauts.
La fusion lors du soudage dépend de plusieurs paramètres. Elle peut être le résultat de mauvaises variables telles que la vitesse de déplacement et le courant élevé.
Dans certains cas, la négligence dans la préparation de la jointure de soudure peut en être la raison.
Par conséquent, la fusion lors du soudage est un problème que vous ne pouvez pas éviter complètement. Tout ce que vous devez faire est être prudent et pratiquer de manière approfondie.
Méthodes de contrôle de la distorsion lors du soudage de tôles métalliques
À certains moments, une distorsion peut survenir lors du soudage de tôles métalliques en raison de l’épaisseur du matériau.
Pour réduire la distorsion de la soudure, vous devez prendre en compte les paramètres de conception et de processus de soudage.
Voici donc quelques conseils suggérés pour minimiser la distorsion de la soudure :
- Dimensionnement de la soudure : En dimensionnant correctement une soudure, vous réduirez non seulement la distorsion, mais vous économiserez également du matériau de soudure et du temps.
- Soudage intermittent : Faites des pauses plutôt qu’une seule longue soudure.
- Moins de passes de soudure : Essayez de faire moins de passes de soudure, car plus vous en faites, plus il y a de possibilités de rétrécissement du matériau.
- Placement de la soudure : Vous devez souder près du centre ou de l’axe neutre de la tôle métallique. En veillant à cela, vous réduirez la distorsion en donnant aux forces de rétrécissement moins de levier pour décaler les plaques.
- Soudage en contre-dépouille : Le soudage de tôles métalliques doit se faire de gauche à droite. Placez chaque joint de soudure de gauche à droite au lieu de l’inverse.
- Pièces pré-réglées : Le rétrécissement peut être à votre avantage lorsque vous pré-réglez les pièces de tôle métallique avant de souder. Vous pouvez déterminer la quantité nécessaire de pré-réglage après quelques essais de soudure.
- Utilisation de pinces : C’est une technique courante pour contrôler la distorsion de la soudure dans les petits composants et les assemblages. Les dispositifs, pinces et gabarits aident à verrouiller les pièces dans la position requise. Ils les maintiennent en place jusqu’à ce que vous ayez terminé l’opération de soudage de tôles métalliques.
- Relâchement des contraintes thermiques : Avec cette approche, vous assurez un chauffage contrôlé de la soudure suivi d’un refroidissement contrôlé.
- Minimiser le temps de soudage : Il y a de plus grandes possibilités de distorsion lorsque vous prenez beaucoup de temps pour souder une tôle métallique. Pour cela, essayez de raccourcir le temps de soudage.
- Calandrage : Lorsque vous calandrez le cordon de soudure, vous l’étirez, ce qui soulage les contraintes résiduelles. Néanmoins, vous devez faire preuve de la plus grande prudence lors de l’application de la technique de calandrage.
Conseils de soudage de tôles métalliques que vous devriez connaître
Il n’existe pas d’approche définitive pour le soudage de tôles métalliques minces. Cependant, il existe plusieurs façons de le faire avec succès.
L’expérience est utile dans cette opération, mais vous devez également comprendre les fondamentaux du soudage des tôles métalliques fines.
La chaleur est le principal paramètre à contrôler lors du soudage de matériaux métalliques plus fins. Vous devez l’ajuster correctement pour obtenir une soudure parfaite.
L’utilisation d’une chaleur excessive peut entraîner une fusion. Néanmoins, les matériaux plus épais nécessiteront que vous ajustiez la puissance en fonction du type de métal que vous soudez.
Un excès de chaleur peut également provoquer du gauchissement.
Par conséquent, vous devez ajuster la puissance en conséquence pour vous assurer que la soudure a une résistance mécanique adéquate pour son application prévue.
Pour ce faire, examinons quelques-uns des principaux conseils et astuces en soudage de tôle sur lesquels vous devriez être attentif:
- Sélection du processus: Considérez attentivement la technique à appliquer pour éviter les problèmes typiques qui surviennent lors du soudage de tôles.
Utilisez des techniques de soudage de tôle mince de précision telles que GMAW-P, GTAW, GTAW pulsé et GMAW à transfert en court-circuit. - Plus petit diamètre de fil: Utilisez un fil d’alimentation de plus petit diamètre.
Vous aurez besoin de moins de chaleur pour faire fondre des fils de plus petit diamètre, ce qui minimise finalement la chaleur générée sur toute la surface du matériau.
Les fils de plus petit diamètre facilitent également un meilleur contrôle et une plus grande possibilité de récupération des erreurs. - Maintenir une zone de travail propre: Nettoyez le panneau de patch ou la zone de soudure, en particulier lors de travaux avec de l’aluminium.
- Sources d’alimentation: Choisissez toujours une machine à souder ayant un contrôle fiable de la tension. Cela conduit à de bons départs d’arc et à une stabilité.
Questions fréquemment posées sur le soudage de tôle
Quels sont les outils de base de soudage de tôle que vous devez avoir?
Voici les outils de soudage utiles que vous devez avoir pour garantir un processus de soudage de tôle sûr et efficace:
- Casque de soudage
- Baguettes de soudage de tôle
- Gants de soudage
- Meuleuse d’angle
- Brosse métallique
- Équerre de cadre de soudage
- Marteau à piquer
- Aimants de soudage
- Jauge de tôle
- Pince en C
- Chalumeau de soudage
Quels sont les types de métaux que vous pouvez utiliser en soudage de tôle?
Nous pouvons réaliser plusieurs types de soudage de tôle en termes de métal utilisé, y compris:
- Tôle galvanisée
- Tôle d’acier inoxydable
- Tôle d’acier au carbone
- Tôle d’aluminium
- Tôle de laiton/cuivre
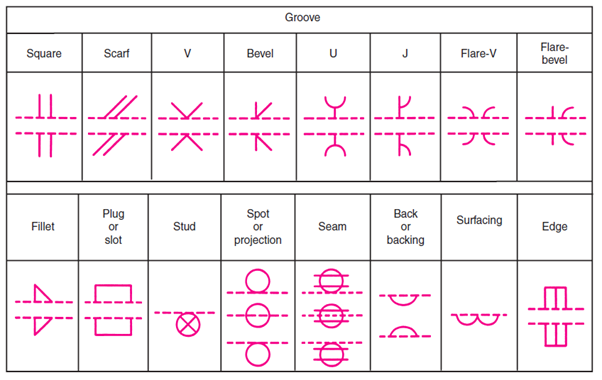
Quels sont les principaux éléments des symboles de soudage de tôle?
Les symboles de soudage sont très essentiels lors de la production de vos dessins de soudage de tôle. Ils servent de moyen de communication entre le soudeur et le concepteur.
Par conséquent, il doit exister des normes de soudage de tôle concernant la représentation des informations sur vos dessins de soudage qui devraient transmettre le même message indépendamment de la personne qui lit.
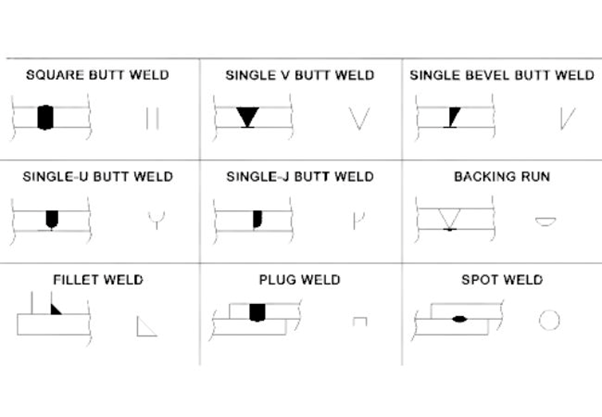
Par conséquent, les 8 composants standard du symbole de soudure sont:
- Flèches (Nécessaire)
- Lignes de référence (Nécessaire)
- Dimensions et autres données
- Symboles de soudure de base
- Queues
- Symboles supplémentaires
- Symboles de finition
- Autres spécifications
Le graphique ci-dessous montre les symboles de soudure populaires utilisés dans le soudage de la tôle métallique.
Conclusion
Avez-vous besoin de services de haute qualité pour le soudage personnalisé de tôles? Ou vous manquez de compétences sur la façon de souder des pièces en tôle pour vos besoins en fabrication?
KDM Fabrication est là pour vous aider. Nous proposons certaines des meilleures solutions allant de la découpe laser de tôle au soudage personnalisé de tôle et aux services connexes.