Si vous êtes dans l’industrie de la fabrication métallique, il se peut que vous ayez à considérer différentes technologies de coupe de métaux telles que la découpe laser de tôles, ou la découpe plasma. Cependant, lors du travail sur des plaques d’acier faiblement carbone ou d’acier doux épais, vous pourriez trouver que la découpe/le soudage oxyacétylénique est votre processus de production le plus économique.
1. Vue d’ensemble de la découpe oxyacétylénique
1.1 Qu’est-ce que la découpe oxyacétylénique?
La découpe oxyacétylénique, également connue sous le nom de découpe au chalumeau ou découpe flamme, est un processus de découpe thermique dans lequel vous utilisez une combinaison contrôlée d’oxygène avec d’autres gaz combustibles pour découper certains métaux.
Si votre fabrication implique le soudage, vous pouvez également utiliser le soudage oxyacétylénique pour votre processus de soudage. Vous changez simplement l’embout de coupe avec une tête de soudage !
La découpe oxyacétylénique est utilisée dans une large gamme d’industries manufacturières telles que dans la fabrication de machines, de véhicules moteurs, et la production de structures métalliques.
Le gaz oxyacétylénique le plus couramment utilisé pour la coupe et le soudage de métaux est le gaz Acétylène
Vous pouvez entreprendre la découpe oxyacétylénique manuellement en utilisant un chalumeau flambeur, ou avec une machine de découpe oxyacétylénique CNC.
1.2 Histoire de la découpe oxyacétylénique
L’adoption de la technologie de découpe et de soudage oxyacétylénique a commencé à la fin du 19e siècle et au début du 20e siècle.
En 1903, la machine de découpe et de soudage oxyacétylénique a été développée en France par Charles Picard et Edmond Fouché.
Les deux ingénieurs français ont réussi à construire un équipement de soudage acétylène-oxygène qui utilisait une flamme de torche.
La chaleur produite par la torche pouvait atteindre 6,000°F. Cette température était suffisante pour fondre et joindre des aciers alliés et des métaux en aluminium pour un large éventail d’applications industrielles.
Plus tard, au milieu du 20e siècle, l’adoption de l’électricité comme source de chaleur au lieu de la flamme a rendu la Soudure/Coupe à l’Arc plus populaire.
1.3 Comment fonctionne la découpe oxyacétylénique?

Avant de commencer votre processus de découpe ou de soudage des métaux, il est important que vous maîtrisiez d’abord l’allumage, l’ajustement et l’arrêt de votre torche oxyacétylénique.
Rappelez-vous que différents kits de flamme de découpe peuvent nécessiter différentes procédures.
Donc, pour expliquer comment fonctionne généralement la découpe à la flamme, vous devez avoir une alimentation en oxygène dans son cylindre dédié, et un autre cylindre contenant un gaz combustible approprié tel que le gaz naturel, l’acétylène, ou un autre gaz combustible approprié.
Le gaz de chaque cylindre passe par ses tuyaux respectifs jusqu’à la buse d’un chalumeau et sort par l’embout de coupe. Le chalumeau dispose de vannes vous permettant de contrôler soit le flux d’oxygène, soit celui du gaz combustible selon le matériel sur lequel vous travaillez.
Maintenant, avec les deux vannes ouvertes, toutes les combinaisons de gaz sortant, et la pointe du chalumeau pointant dans une direction sûre, tout ce que vous avez à faire est d’allumer le mélange de gaz en écoulement. Vous pouvez utiliser soit un allumeur de torche, soit une veilleuse. Une flamme à haute température s’allumera instantanément !
Vous pouvez ensuite ajuster la flamme en conséquence pour répondre à vos besoins de coupe/soudage.
Lorsque vous dirigez la flamme chaude le long des marques de coupe sur votre matériau métallique, la flamme à haute température chauffe le métal jusqu’à son point de fusion.
Un jet d’oxygène facilite la combustion et l’oxydation du métal fondu laissant une coupe étroite. Ainsi, c’est cette réaction chimique rapide (oxydation) qui résulte en une coupe formée.
Il est important que pendant le processus de coupe, vous ayez vos équipements de sécurité et que vous soyez dans un environnement de travail sécurisé. Plus d’informations sur les précautions de sécurité et d’autres conseils plus tard dans cet article.
Comment allumer, régler et éteindre une flamme de chalumeau oxyacétylénique
1.4 Caractéristiques de la découpe oxyacétylénique
La découpe oxyfuel offre les caractéristiques clés suivantes :
- Les surfaces coupées sont propres, lisses et exemptes de laitier
- Les zones affectées par la chaleur lors de la découpe sont durcies
- Les surfaces coupées sont bien oxydées pour convenir à diverses applications.
- La découpe peut être effectuée sur des plaques métalliques de différentes épaisseurs
- Capacité de percer des trous dans des métaux épais
1.5 Types de flammes de découpe Oxyfuel (Acétylène)
Lorsque votre fabrication nécessite l’utilisation de différents métaux, vous devez régler différentes flammes pour atteindre les températures de découpe ou de soudage souhaitées.
Voici les trois principaux types de flammes de chalumeau à acétylène et leurs applications respectives
1.5.1 Flamme de chalumeau carburante
Flamme carburante nécessite que votre combinaison de gaz soit réglée pour fournir un rapport acétylène-oxygène élevé.
Application : Vous réglez une flamme carburante lorsque vous avez besoin de joindre un métal de base avec un métal de soudure sans avoir besoin d’une fonte profonde du métal de base. Elle convient donc pour vos processus de soudage, brasage ou soudure argent.
1.5.2 Flamme de chalumeau neutre
Il s’agit d’une flamme de chalumeau avec un rapport acétylène-oxygène de 1:1 et est la combinaison la plus couramment utilisée pour la découpe et le soudage oxyfuel.
Application : La flamme neutre conviendra à votre large gamme de processus de fabrication tels que le soudage et le brasage fort argent. Elle vous offre la flexibilité dont vous avez besoin lors de la découpe ou du soudage des métaux ferreux et non ferreux.
1.5.3 Flamme de chalumeau oxydante
Dans une flamme oxydante, la flamme de découpe est alimentée par plus d’oxygène que de gaz acétylène. La flamme produit un son rugissant distinct et peut atteindre une température allant jusqu’à environ 3 482°C (6300°F). Elle se caractérise par une forme petite et pointue.
Application : Vous réglez une flamme oxydante lors du travail sur des processus de fabrication spécialisés tels que la découpe et le soudage de l’acier.
La flamme est également utilisée lorsque vous travaillez sur le cuivre, le zinc, l’acier au manganèse, le laiton, la fonte, l’acier au carbone et d’autres alliages métalliques
1.6 Caractéristiques du gaz de découpe Oxyfuel
Votre sélection du bon type de gaz de découpe/soudage oxyfuel doit être basée sur votre matériel de fabrication ainsi que sur les caractéristiques suivantes du gaz combustible :
- La température maximale de la flamme Oxyfuel – Celle-ci se trouve au sommet du cœur interne de la flamme de chalumeau et définit la partie la plus chaude de la flamme de découpe.
- Température de combustion : Se réfère à une combinaison de chaleur émanant du cœur interne et de l’enveloppe extérieure de la flamme de découpe/soudage oxy-combustible
- Rapport stœchiométrique : Cela se réfère au rapport de votre gaz combustible à l’oxygène de la flamme
Ci-dessous se trouve un tableau montrant les caractéristiques des différents gaz de découpe et de soudage oxyfuel :
| Type de Gaz | Température maximale de la flamme (Du plus élevé au plus bas) | Rapport Oxygène / Gaz combustible (V) | |
| °C | °F | ||
| Acétylène | 3,160 | 5,720 | 1.2:1 |
| MAPP | 2,976 | 5,389 | 3.3:1 |
| Propylène | 2,896 | 5,245 | 3.7:1 |
| Hydrogène | 2,856 | 5,173 | 0.42:1 |
| Propane | 2,828 | 5,122 | 4.3:1 |
| Gaz naturel | 2,770 | 5,018 | 1.8:1 |
1.7 Types de gaz de découpe Oxyfuel
Il existe 5 types principaux de gaz que vous pouvez utiliser avec succès pour vos projets de soudage ou de découpe oxyfuel. Ceux-ci incluent : Acétylène, Gaz naturel, Propane, Propylène, Hydrogène et MAPP
Découvrons les caractéristiques de chacun des gaz de découpe à la flamme mentionnés ci-dessus…
Découvrons les caractéristiques de chacun des gaz de découpe à la flamme mentionnés ci-dessus…
1.7.1 Acétylène – C2H2
L’utilisation du gaz acétylène dans le soudage remonte à 1901, ce qui en fait le gaz de découpe oxyfuel le plus ancien.
Avec sa température de chauffage élevée atteignant jusqu’à 3 160°C, et une vitesse de flamme supérieure, vous expérimenterez un processus de perçage et de découpe du métal beaucoup plus rapide comparé à d’autres gaz combustibles.
Il n’est pas étonnant qu’il demeure le gaz combustible le plus populaire dans les processus de découpe et de soudage oxyfuel
En plus de fournir des bords de coupe de haute qualité à une excellente vitesse de coupe, vous trouvez également ce gaz hydrocarbure un choix parfait lors du travail sur des métaux de différentes épaisseurs allant de plaques métalliques légères à épaisses
1.7.2 Gaz Naturel (Principalement Méthane) – CH4
Le gaz naturel est un gaz hydrocarbure utilisé pour la découpe oxy-fuel, notamment lors du travail sur des plaques métalliques épaisses. Bien qu’il ait une vitesse de coupe inférieure comparée au gaz acétylène, il produit d’excellents bords de coupe.
1.7.3 Propane – C₃H₈
Lorsque vous prévoyez de travailler sur des matériaux métalliques de moyenne à forte épaisseur, le gaz propane est un autre type de gaz pour vos processus de découpe ou de soudage oxyfuel.
Se présentant comme un gaz liquéfié sous pression, le propane vous offrira une bonne vitesse de coupe et des bords de haute qualité.
Avec sa température de chauffage montant jusqu’à 2 828°C, c’est un choix adapté si vous envisagez de couper ou de souder des matériaux métalliques de moyenne à forte épaisseur.
1.7.4 Propylène – C3H6
Le propylène est un autre type de gaz de pétrole liquéfié (GPL) que vous pouvez utiliser pour vos projets de découpe ou de soudage oxy-combustible.
Sa température de flamme de 2896°C est supérieure à celle du propane. Il offre également une libération de chaleur plus importante, ce qui se traduit par une vitesse de découpe plus élevée avec des lignes de coupe de haute qualité.
1.7.5 Hydrogène – H
Si votre processus de découpe oxy-combustible implique le travail sur des pièces métalliques de faible épaisseur, alors le gaz hydrogène peut être votre choix idéal. Le gaz a une température de chauffage maximale allant jusqu’à 2 808°C
Le combustible à base de gaz hydrogène vous offre une vitesse de coupe supérieure par rapport aux gaz acétylène ou propylène
1.7.6 Gaz MAPP /MAP-Pro
COMPARAISON DES GAZ DE TORCHE (propane,map/pro,mapp,acétylène) COMPLEXE mais facile à comprendre
MAPP est l’abréviation de méthylacétylène-propadiène Propane. Il est devenu un nom de marque et désignait un mélange d’hydrocarbures composé principalement de méthylacétylène et de propadiène. Les autres gaz inclus dans le mélange étaient le propylène et le propane.
Le gaz MAPP actuellement utilisé est un gaz de substitution pour l’acétylène, car le mélange original a été abandonné en 2008.
Sa version actuelle, le gaz MAP-Pro, est un gaz de coupe ou de soudage oxycombustible de qualité supérieure à partir d’un mélange de propane et de propylène.
Il produit une flamme chaude pouvant atteindre 3730 degrés Fahrenheit et convient à une large gamme de processus tels que la découpe de métal fin, le brasage et le soudage de gros tuyaux de cuivre.
2. Où la découpe oxycombustible est utilisée – Caractéristiques du matériau
Vous pouvez adapter le processus de découpe/soudage oxycombustible lorsque :
- Vous travaillez soit sur du fer forgé soit pour des projets de fabrication d’acier doux
- Vos plaques de matériaux ont une épaisseur de 10 mm à 300 mm, ou pour une large gamme de plaques métalliques allant de 3mm jusqu’à 900mm d’épaisseur.
Note importante :
La découpe/soudage oxycombustible ne fonctionne pas avec les aciers à haute teneur en carbone. Cela est dû au fait que la température de fusion du laitier formé est proche de la température de fusion du métal mère. Par conséquent, l’oxyde de fer ou le laitier formé sera facilement mélangé avec le métal mère fondu lors de vos tentatives de découpe, rendant le processus soit futile soit désordonné!
3. Processus de découpe manuelle à l’oxycombustible – Étapes clés
Pour un processus de découpe à la flamme efficace à l’aide d’une torche manuelle, les étapes clés suivantes sont impliquées :
3.1 Préparation
Après avoir installé votre équipement de découpe à la torche tout en respectant les précautions de sécurité, vous devez vous assurer que la surface du métal à découper est propre,
3.2 Marquage de la ligne de coupe
Avant de commencer votre processus de découpe oxycombustible, vous devez marquer les zones métalliques que vous souhaitez couper. Vous faites cela en utilisant un marqueur ou un pochoir adapté.
Vous fixez ensuite le métal pour qu’il reste stable pendant le processus de découpe.
3.3 Obtenir la bonne position de la torche
Cela implique de régler l’angle correct et la distance de la torche. Cela pour vous assurer que vous pouvez déplacer la torche facilement le long des lignes marquées lorsque le processus de découpe commence. Vous ne voulez pas de restrictions de mouvement de la torche pendant le processus de découpe.
3.4 Installation de l’équipement de découpe à la flamme
Avant que votre processus de découpe ne commence, vérifiez que vos gaz combustibles et l’oxygène sont bien connectés à la torche de découpe et aux régulateurs. Vos bouteilles de gaz doivent être dans une position stable et sûre.
3.5 Régulation de la pression du gaz combustible et de l’oxygène
Votre pression de découpe au gaz sera déterminée par la nature de votre exigence de découpe. Par conséquent, vous êtes tenu de régler le niveau de pression le plus approprié pour votre processus de découpe.
Cela est rendu possible en vous référant aux régulateurs de pression sur vos deux bouteilles.
3.6 Attachement de la pointe de découpe de la torche et ajustement de la flamme
Vous attachez une pointe de découpe oxy-combustible adaptée à la torche de découpe et allumez la flamme en conséquence après avoir libéré les flux de gaz à l’aide des vannes de la torche. Vous ajustez ensuite la flamme pour obtenir la bonne taille pour votre exigence de découpe spécifique.
3.7 Préchauffage
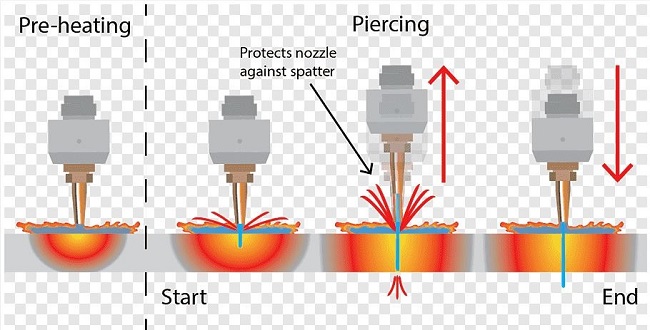
Le préchauffage est l’étape initiale de votre processus de découpe à la flamme. Le chauffage assure que votre métal atteint suffisamment de chaleur en préparation de la coupe.
Pour une plaque métallique plus épaisse, cette étape peut prendre un certain temps avant que le processus de découpe ne commence.
3.8 Découpe du métal
Le processus de découpe commence en déplaçant lentement la torche de découpe le long de la ligne de coupe marquée. Vous devez maintenir une vitesse constante pour une découpe précise.
Au fur et à mesure que vous déplacez la torche régulièrement, la flamme à haute température fondra le métal le long de la ligne de coupe. Le jet d’oxygène provenant du centre de la pointe de la torche facilite le processus de découpe.
Pour une coupe droite, vous devez maintenir la torche perpendiculaire à la surface de votre métal.
3.9 Achèvement du processus
Après avoir inspecté la coupe et être satisfait des résultats, vous déplacez prudemment la torche loin de votre matériau métallique. Vous éteignez ensuite l’approvisionnement en gaz combustible suivi par le gaz oxygène.
Enfin, vous retirez le métal serré dans l’étau et déconnectez ensuite le flux de gaz des bouteilles à la torche de découpe. Vous éteignez simplement leurs vannes d’approvisionnement.
Note importante : Pour certaines plaques métalliques, un post-chauffage des parties coupées peut être nécessaire pour éviter que les matériaux coupés ne se déforment ou ne se tordent.
3.1 Facteurs à considérer pendant le processus de découpe oxy-combustible
Tout d’abord, vous devez posséder les compétences ou la formation nécessaires pour entreprendre le processus de découpe ou de soudage oxy-combustible.
Voici quelques-uns des facteurs que vous devez considérer pour un processus de découpe ou de soudage oxy-combustible sûr et réussi :
- Porter des vêtements de protection, y compris une protection pour le visage et les yeux
- Respecter les précautions de sécurité en soudage/coupe oxy-acétylénique
- Contrôle correct de la combinaison de gaz oxygène et combustible
- Adopter l’angle et la vitesse de découpe/soudage appropriés
Note importante :
Le processus de découpe ou de soudage oxy-combustible peut être dangereux. Par conséquent, pour éviter les accidents ou les dommages qui pourraient survenir, vous ne devriez le entreprendre que si vous êtes formé et expérimenté dans le domaine. Alternativement, assurez-vous d’engager uniquement un technicien qualifié et expérimenté dans vos projets de découpe ou de soudage oxy-combustible.
4. Équipement de découpe oxy-combustible et équipements de sécurité
Si vous prévoyez d’adopter la découpe ou le soudage au gaz pour vos processus de fabrication, vous devez avoir une compréhension complète de l’équipement suivant :
4.1 Bouteille d’oxygène et cylindre de gaz
Ce sont des cylindres pressurisés spéciaux qui stockent les gaz dont vous avez besoin pour vos processus de découpe ou de soudage au gaz.
Ainsi, ils seront principalement deux : le cylindre d’oxygène et le gaz combustible comme l’acétylène, le propane, ou un autre gaz approprié.
Pour une identification plus facile, le code de couleur standard pour les cylindres d’oxygène est noir tandis que votre cylindre de gaz acétylène est de couleur marron.
4.2 Chalumeau de découpe/soudage oxy-combustible
C’est le composant qui combine l’oxygène et le gaz combustible de leurs différents cylindres pour produire une flamme à haute température pour soit couper, soit souder des pièces métalliques.
Il existe deux types de chalumeaux de découpe et de soudage parmi lesquels vous pouvez choisir en fonction des besoins de votre projet.
4.3 Régulateurs de pression de gaz
Attachés aux cylindres de gaz se trouvent des régulateurs de pression de gaz. Ils vous permettent de réguler la pression de découpe ou de soudage du gaz pour l’adapter à votre température de découpe ou de soudage désirée.
4.4 Allumeur de chalumeau
Une fois tout en place et que vous êtes prêt à commencer votre découpe/soudage au gaz, vous avez besoin d’un allumeur pour enflammer le mélange de gaz oxy-combustible avec sa pointe.
4.5 Pointe de découpe/Tête de soudure
La pointe de coupe produit la flamme lors de l’allumage et possède une buse dont la fonction est de mélanger à la fois le gaz combustible et l’oxygène. En utilisant une vanne, vous pouvez réguler le flux de gaz pour obtenir la flamme de coupe ou de soudage souhaitée.
4.6 Tuyaux de gaz
Ce sont des tuyaux haute pression qui relient à la fois les cylindres d’oxygène et de gaz combustible au chalumeau de coupe ou de soudage.
Pour une identification facile, les tuyaux d’oxygène et de gaz combustible ont des codes couleur différents. Il est courant de trouver des tuyaux bleus ou verts utilisés pour le gaz oxygène tandis que les tuyaux rouges sont utilisés pour l’acétylène ou d’autres gaz combustibles.
4.7 Lunettes de protection
Pour protéger vos yeux des étincelles ou d’autres particules nocives pendant le processus de coupe ou de soudage à l’oxygaz, vous avez besoin de lunettes de protection bien ajustées.
4.8 Gants
Pour protéger vos mains de la chaleur et d’autres particules pendant les processus de coupe ou de soudage des métaux, vous devez avoir des gants adaptés et d’autres équipements de sécurité.
4.9 Crayon craie
Un crayon craie est nécessaire pour vous aider à marquer les lignes de coupe ou de soudage sur votre matériau métallique.
6. Coupe/soudage à l’oxygaz – Avantages et inconvénients
6.1 Avantages
Voici quelques-uns des principaux avantages que vous obtenez en adoptant le processus de fabrication par coupage à la flamme :
6.1.0.1 Coupe d’une large plage d’épaisseurs
Le coupage à l’oxyacétylène/permet de couper à travers une large gamme de métaux de différentes épaisseurs.
6.1.0.2 Convient pour l’acier à faible teneur en carbone
Le coupage à l’oxygène est adapté si vos matériaux de fabrication incluent de l’acier à faible teneur en carbone, de l’acier de construction à faible alliage et de la fonte.
C’est parce que leurs oxydes ont des points de fusion plus élevés. Ainsi, lors du processus de coupage à l’oxygaz, leurs oxydes solides sont facilement éliminés par le jet d’oxygène pour laisser une coupe propre.
6.1.0.3 Vous obtenez une coupe nette
La coupe au gaz produit des surfaces de coupe nettes. Cela est bénéfique si vous travaillez sur des métaux plus minces et garantit que votre matériau est exempt de distorsions causées par d’autres processus d’usinage.
6.1.0.4 Haute précision de coupe
La coupe au gaz vous permet de produire des coupes de dimensions très précises. Cela garantit que la précision de votre produit final est améliorée. De plus, le temps que vous passez en post-traitement sera considérablement réduit.
6.1.0.5 Coupe de plusieurs pièces avec plusieurs chalumeaux
Si vous utilisez des machines de découpe au gaz à commande numérique équipées de différents chalumeaux, vous pouvez couper différents éléments métalliques simultanément.
Cela réduira votre temps de production et donc améliorera votre efficacité de fabrication ou de production.
6.1.0.6 Capacité à couper des bandes en biseau
Si votre conception de fabrication nécessite des formes en biseau, le coupage à la flamme vous permet de régler la pointe du chalumeau à l’angle de coupe en biseau approprié pour la production de bandes en biseau.
6.1.0.7 Coût d’équipement faible
L’équipement standard de coupage à l’oxyacétylène est peu coûteux si vous le comparez à d’autres options de découpe avancées telles que la découpe au laser de tôle ou la découpe au jet d’eau. Cela en fait une alternative appropriée si vous souhaitez réduire vos coûts de production.
6.1.0.8 Équipement portable
Avec le coupage à la flamme standard, déplacer votre équipement d’un projet à l’autre n’est pas un problème. Cela le rend idéal si vos projets sont dans des régions éloignées.
6.1.0.9 Flexible et facile à utiliser manuellement
Si vous ne pouvez pas vous permettre des machines de découpe automatisées, ne vous inquiétez pas ! Le coupage à l’oxyacétylène permet un fonctionnement manuel, ce qui le rend facile à apprendre. Son application est également polyvalente et flexible.
Par exemple, après avoir utilisé une pointe de coupe métallique pour couper vos pièces métalliques, vous pouvez facilement la remplacer par une tête de soudage et commencer votre processus de soudage en toute simplicité.
6.2 Inconvénients du coupage à la flamme
Bien que le processus de coupage à l’oxygaz présente plusieurs avantages, il présente également les inconvénients suivants :
6.2.0.1 Fonctionne sur des métaux limités
Avec le coupage à la flamme, vous serez limité à travailler uniquement sur des matériaux sélectionnés comme l’acier doux ou l’acier à faible teneur en carbone, et vous ne pourrez pas travailler avec de l’acier inoxydable, de l’aluminium ou de l’acier à haute teneur en carbone.
6.2.0.2 Préchauffage requis – Vitesse de coupe lente
Avant le début du processus de coupe, le métal doit être préchauffé à une température appropriée.
Par conséquent, lors du travail sur des métaux épais, le processus de coupe peut être plus lent par rapport à d’autres processus comme la découpe au plasma. Cela peut avoir un impact négatif sur vos coûts de production.
6.2.0.3 Difficulté de coupe des métaux peints, rouillés et empilés
Vous trouverez difficile de couper des métaux ayant des couches épaisses de peinture. Le processus ne fonctionne pas bien non plus sur les métaux rouillés. De plus, couper des feuilles métalliques qui doivent être empilées comme des feuilles de moins de 3 mm d’épaisseur peut être très difficile avec le processus de coupage à l’oxygaz.
6.2.0.4 Formation et expérience requises
Pour obtenir une coupe de qualité souhaitée, vous devez avoir les compétences et l’expérience requises. Si le processus doit être effectué par un technicien, votre candidat choisi doit être formé au processus de coupage à la flamme.
6.2.0.5 C’est un processus dangereux
Parce que le coupage à l’oxygaz utilise des gaz inflammables, il est rempli de risques si les précautions de sécurité nécessaires ne sont pas respectées.
6.2.0.6 Possibilité de déformation et de distorsion des métaux
Lors du coupage à la flamme, le métal est soumis à une chaleur intense. Lorsque vous travaillez sur des métaux minces, les températures élevées peuvent facilement causer des déformations ou des distorsions sur vos matériaux.
En raison de cela, le coupage à la flamme est fortement recommandé pour les plaques métalliques plus épaisses si vous avez besoin de résultats de coupe parfaits.
7. Coupe à l’oxygaz vs. Coupe au plasma
En tant que fabricant de métaux, vous devez avoir une meilleure compréhension des processus de coupage à l’oxygaz et de coupage au plasma.
Pour avoir une meilleure perspective des deux processus, le tableau ci-dessous capture les principales différences et similitudes entre eux.
| Comparaison de la Coupe à l’Oxygène & Coupe au Plasma | ||
| Caractéristique de comparaison | Coupe à l’Oxygène | Coupe au Plasma |
| 1. Source de Chaleur | La température de coupe provient de la flamme du chalumeau | Utilise un arc électrique pour générer la chaleur de coupe |
| 2. Machine Requise & Niveau de Formation | Nécessite un équipement de coupe simple et moins cher avec une formation moindre | Nécessite une machine avancée et coûteuse avec des compétences opérationnelles avancées |
| 3. Polyvalence & Portabilité | Moins polyvalent car il ne peut travailler que sur des métaux limités. Cependant, il est portable | Polyvalent car il peut être utilisé sur une large gamme de métaux. Cependant, il est moins portable |
| 4. Matériau de Coupe | Fonctionne sur des métaux limités et de préférence : acier doux à faible teneur en carbone, fonte | Fonctionne sur la plupart des métaux conducteurs |
| 5. Application Industrielle | Utilisé dans les industries générales de la fabrication d’acier, les secteurs de la construction, l’industrie marine, etc. | Utilisé dans des secteurs de fabrication de haute précision tels que la fabrication de pièces de véhicules, de pièces de moteurs aérospatiaux, etc. |
| 6. Processus de Coupe | La coupe se fait par une flamme de chalumeau | La coupe est réalisée par un chalumeau plasma |
| 7. Qualité & Précision de la Coupe | Moins de précision de coupe avec une vitesse de coupe plus lente | Meilleure précision de coupe avec une vitesse de coupe plus rapide |
| 8. Coût | Équipement moins coûteux | Machine coûteuse |
| 9. Épaisseur du Métal ou Calibre | Peut couper des métaux de différentes épaisseurs, y compris ceux de plus de 2 pouces. Risque de déformation sur les métaux très fins. | Fonctionne mieux avec des métaux moins épais, donc adapté pour découper des feuilles de métal. |
8. Coupe/Soudage à l’Oxygène Assistée par CNC

Pour les projets de fabrication à grande échelle ou lors de travaux sur des conceptions de fabrication très complexes, vous pouvez envisager de passer d’un équipement de coupe à la flamme manuel à une option basée sur une machine plus avancée
Cela implique l’adoption de machines de coupe ou de soudage oxyfuel assistées par CNC pour une efficacité accrue avec un volume de production élevé.
Mais… qu’est-ce qu’une machine CNC exactement ?
CNC signifie Commande Numérique par Ordinateur. Ainsi, une machine de découpe ou de soudage au gaz ou à la flamme CNC est une machine programmée équipée d’un chalumeau de coupe qui se déplace pour créer ou découper la forme métallique souhaitée.
8.1 Machine de Coupe au Gaz CNC – Matériaux Adaptés
Avec une machine de découpe ou de soudage à la flamme CNC, vous pouvez traiter facilement une large gamme de métaux tels que l’acier inoxydable, l’aluminium et le titane, entre autres métaux.
De plus, la technologie d’automatisation vous permet de découper d’autres matériaux non métalliques tels que le plastique ou le bois pour d’autres besoins de production industrielle.
8.2. Machine de Coupe/Soudage à la Flamme CNC – Avantages & Inconvénients
Investir dans une machine de coupe oxyfuel CNC adaptée à votre production présente de nombreux avantages.
Certains des principaux avantages que vous obtiendrez en investissant dans une machine de coupe au gaz CNC incluent :
- Vous obtiendrez une haute précision et une grande précision dans la coupe et le soudage
- Un volume élevé de production car la machine est très rapide
- Les machines sont réputées fiables et peuvent fonctionner 24h/24, 7j/7 !
- Vous n’avez qu’à embaucher ou employer quelques opérateurs de machine pour faire le travail
- Capacité à produire des conceptions de fabrication complexes que vous ne pouvez pas réaliser manuellement
- La machine est polyvalente – elles peuvent effectuer plusieurs tâches telles que la coupe, le perçage, l’usinage, etc
Cependant, avant de décider d’acheter votre machine de coupe/soudage oxyfuel CNC, voici les principaux inconvénients auxquels vous ne pouvez pas renoncer :
- Les machines de coupe à la flamme CNC sont plus coûteuses par rapport au coût de l’équipement de coupe/soudage à la flamme manuel ou portatif
- Son coût d’installation est élevé
- Vous avez besoin d’un opérateur de machine formé et expérimenté pour garantir son bon fonctionnement
et son efficacité de production.
- La main-d’œuvre manuelle sera réduite, ce qui rendra de nombreux techniciens sans emploi
- Une machine CNC ne peut pas effectuer toutes vos tâches. Vous pourriez donc avoir besoin de plusieurs machines CNC
9. Conclusion
Si vos projets de fabrication métallique nécessitent de travailler sur de l’acier doux, de l’acier à faible teneur en carbone et des plaques de fer forgé de plus de 2 pouces d’épaisseur, investir dans un équipement de coupe à la flamme est une décision rentable.
Cela garantira que vous obtenez des coupes précises et de haute qualité avec un minimum d’exigences de post-traitement.
De plus, l’équipement de coupe et de soudage à l’oxygène est portable. Cela vous permet d’entreprendre des projets dans des endroits éloignés.
Cependant, si votre projet exige des conceptions complexes et qu’un volume élevé de production est crucial, il est judicieux d’investir dans plusieurs machines de coupe oxyfuel CNC avec différentes capacités de fabrication.
Pour une production impliquant une large gamme de métaux avec une précision élevée, il serait sage de considérer un processus de coupe plus rapide, polyvalent et plus précis tel que la coupe au plasma.