Plongez dans le monde de l’extrusion d’aluminium. Maîtrisez le processus, apprenez les types et explorez diverses applications. Comprenez les matériaux et les outils, et surmontez les problèmes courants. Ce blog vous guidera à travers chaque aspect, vous aidant à devenir un véritable professionnel de l’extrusion d’aluminium.
Qu’est-ce que l’extrusion d’aluminium ?

Au cœur de nombreuses industries se trouve l’extrusion d’aluminium. En un mot, pensez-y comme un processus, un peu comme presser du dentifrice d’un tube. En effet, la “pâte dentifrice” ici est une billette d’aluminium chauffée, forcée à travers une filière en acier. Avec une résistance comparable à celle de l’acier, mais plus léger d’un tiers, il trouve une utilisation partout.
Des cadres photo, des pièces de voiture, des composants d’aéronefs et même vos cadres de fenêtres utilisent tous ce processus. Incroyablement, les tailles vont de minuscules à massives, plus de 180 pieds. La polyvalence est infinie. Faites confiance à ce processus, donnant forme à l’aluminium en profils d’un potentiel illimité.
– Comprendre les propriétés de l’aluminium !
- Léger
- Résistant
- Durable
- Malléable
- Conducteur
- Non magnétique
- Résistant à la corrosion
- Recyclable
- Non combustible
- Réfléchissant
- Non toxique
- Inodore
- Imperméable
- Alloyable
Comment fonctionne l’extrusion d’aluminium : une explication pas à pas !
Processus pré-extrusion !
– Chauffage de la billette
Dans l’extrusion d’aluminium, une étape initiale consiste à chauffer les billettes. Connu sous le nom d’extrusions d’aluminium zarbana, elles montent jusqu’à 900°F.
La chaleur adoucit le métal. Cette phase garantit une plasticité optimale pour l’extrusion à venir. Gardez les billettes propres pour éviter les imperfections de surface.
– Préparation de la filière
Avant le début de l’extrusion, la préparation de la filière est cruciale. La filière, façonnant l’extrusion d’aluminium de la série 15, doit être chauffée et lubrifiée. Les lubrifiants évitent les adhérences et contrôlent la température. Une préparation adéquate garantit un processus d’extrusion fluide.
– Presse d’extrusion
La billette chauffée et adoucie entre ensuite dans la presse d’extrusion d’aluminium. La presse applique une pression élevée, forçant l’aluminium à travers la filière. Selon la force utilisée, différentes formes et tailles sont produites, comme les dimensions de l’extrusion d’aluminium 2020.
– Processus de refroidissement
Vient ensuite le processus de refroidissement. Le profil d’extrusion d’aluminium 3030 refroidit sur une table de sortie. Un refroidissement rapide maintient la forme et durcit le profil.
– Étape d’étirement
Après le refroidissement, les profils subissent un étirement. Ici, le profil d’extrusion d’aluminium 4080 est étiré sur une table de traction. L’étirage corrige tout vrillage et maintient les profils droits. La force appliquée doit être soigneusement contrôlée.
– Opération de coupe
Après l’étirement, les profils d’extrusion d’aluminium 8020 sont coupés. Une scie automatique effectue des coupes précises aux longueurs souhaitées. Le processus de coupe donne des pièces finies prêtes à être utilisées.
– Traitement thermique
Ensuite, les profils extrudés subissent un traitement thermique. Cette phase, également appelée vieillissement, durcit les profils. En contrôlant la température et le temps, les fabricants d’extrusion d’aluminium peuvent obtenir différentes résistances et niveaux de dureté.
– Finition de surface
Les extrusions d’aluminium Home Depot fournissent une finition de surface. Cette étape comprend l’anodisation ou le revêtement en poudre d’aluminium pour une apparence et une durabilité améliorées. N’oubliez pas que la finition de qualité augmente la valeur du produit final.
Processus post-extrusion !
– Refroidissement
Après l’extrusion, le refroidissement est essentiel. Un refroidissement rapide, à un rythme de 100-300°C par seconde, transforme le produit. En utilisant de l’air ou de l’eau, vous solidifiez la forme rapidement. À ce stade, les accessoires d’extrusion d’aluminium, comme les ventilateurs de refroidissement, jouent un grand rôle.
– Redressement
Une fois refroidis, le redressement vient ensuite. La machinerie d’extrusion d’aluminium Bosch est un bon exemple, utilisant des rouleaux pour ce travail. Selon la taille de l’extrusion, 5 à 8 rouleaux travaillent de concert pour garantir des profils droits.
– Vieillissement
Le vieillissement concerne la résistance. Le vieillissement naturel prend quelques jours à température ambiante. Can Art Aluminium Extrusion Inc adopte un vieillissement artificiel, chauffant l’aluminium à 350°F pendant huit heures, pour accélérer le processus.
– Trempe
Un refroidissement rapide ou la trempe est crucial. La trempe verrouille les formes d’extrusion d’aluminium et améliore les propriétés du métal. Une étape importante, elle empêche la déformation et maintient la rigidité.
– Anodisation
L’anodisation de l’aluminium est un processus électrochimique. Elle épaissit la couche d’oxyde naturelle de l’aluminium pour une meilleure protection. C’est important dans l’extrusion d’aluminium 20×20 où une durabilité accrue est essentielle.
– Rupture thermique
Dans les constructions écoénergétiques, une rupture thermique est essentielle. Les bandes isolantes à l’intérieur du profilé d’extrusion d’aluminium 4020 bloquent le transfert de chaleur, contribuant aux économies d’énergie.
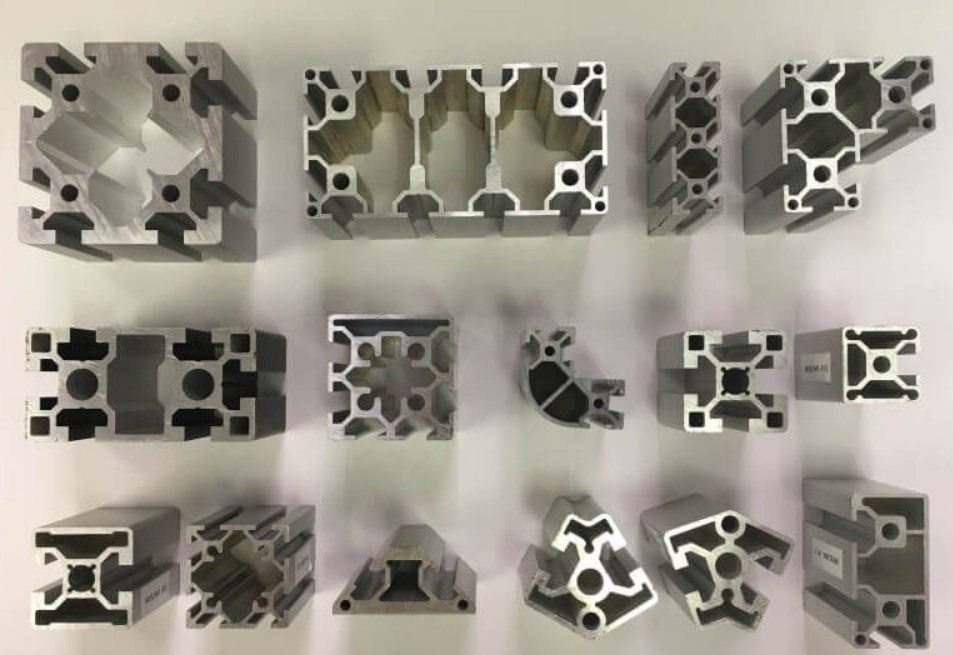
Types d’extrusion d’aluminium !
o Extrusion directe
L’extrusion directe est la méthode la plus courante. Une billette chauffée à 800 degrés est poussée à travers une filière. La filière forme la forme d’extrusion en aluminium.
Son utilisation dans diverses applications comme les supports d’extrusion en aluminium est courante. Les experts considèrent que les alliages de la série 7000, tels que la série 10 d’extrusion en aluminium, sont idéaux pour ce processus.
o Extrusion indirecte
La méthode d’extrusion indirecte est légèrement différente. Dans ce cas, la filière se déplace vers la billette stationnaire. Cette méthode réduit les frottements, ce qui conduit à de meilleures finitions de surface.
L’extrusion indirecte est parfaite pour la fabrication de pièces précises comme le rail d’extrusion en aluminium. Les profils d’extrusion en aluminium courants sont généralement dérivés de ce processus.
o Extrusion de tube
L’extrusion de tube est unique. Un mandrin ou un pont est placé à l’intérieur de la filière pour former des sections creuses. Cette technique est essentielle dans la fabrication des extrusions en aluminium arrondies à vendre.
Vous trouverez souvent des produits d’extrusion de tube sous la forme d’extrusion en aluminium courbée ou de canal d’extrusion en aluminium.
o Extrusion semi-creuse
L’extrusion semi-creuse est une fusion de l’extrusion solide et tubulaire. La filière présente un petit espace pour le matériau à couler, créant une forme semi-creuse. Ce processus est couramment utilisé pour fabriquer des extrusions de châssis en aluminium. De plus, il est courant dans la production d’extrusions en aluminium américaines.
o Co-extrusion
La co-extrusion implique de pousser deux ou plusieurs alliages à travers la même filière. Ce processus donne des produits multicouches. Par exemple, les extrusions en aluminium pour l’aérospatiale utilisent cette technique pour des performances améliorées. L’extrusion en aluminium pour imprimante 3D utilise également cette méthode pour une meilleure fonctionnalité.
o Extrusion multi-port
L’extrusion multi-port, ou MPE, est un type de méthode d’extrusion en aluminium 2020. L’aluminium chauffé est pressé à travers une filière avec de nombreux trous. Cela crée de multiples tubes identiques et minces.
Le refroidissement par la suite solidifie la forme. Largement utilisés dans les unités de climatisation, les MPE sont efficaces et performants. Kobelco Aluminum Products & Extrusions Inc. adopte les MPE pour des produits de haute qualité.
o Micro-extrusion
La micro-extrusion concerne des formes très petites et détaillées. Par exemple, les rails d’extrusion en aluminium nécessitent des détails précis. Pendant la micro-extrusion, de petites formes spécifiques sont formées à partir d’aluminium chauffé. Les outils utilisés sont de taille microscopique. Le processus est délicat, mais important. C’est vital pour les outils médicaux, l’électronique et les petites pièces de machines.
o Extrusion par impact
L’extrusion par impact joue un rôle important dans la formation des produits en aluminium. Le prix des déchets d’extrusion en aluminium est crucial ici. Dans l’extrusion par impact, l’aluminium est forcé dans un moule sous haute pression. Cette pression crée des produits détaillés et solides. Des objets comme les bombes aérosols et les pièces automobiles sont le résultat de ce processus.
o Extrusion conforme
Avec l’extrusion conforme, les profilés d’extrusion en aluminium en T peuvent être formés facilement. Cette méthode modifie la section transversale de l’aluminium tout en préservant son volume.
Aucune chaleur n’est nécessaire. C’est donc économe en énergie. Par conséquent, l’entreprise d’extrusion d’aluminium Hydro Aluminum Extrusions utilise cette méthode pour certains produits.
o Extrusion par friction
L’extrusion ronde en aluminium implique l’extrusion par friction. De l’aluminium chauffé tourne contre une filière. Le frottement et la pression forment des formes cylindriques. L’extrusion de tubes en aluminium est courante avec cette méthode. Le processus produit des tubes solides et sans soudure.
Matériaux utilisés dans l’extrusion d’aluminium !
Alliage 6061
Alliage 6063
Alliage 2024
Alliage 7075
Alliage 5052
Alliage 3003
Alliage 1100
Ferraille d’aluminium
Dans l’extrusion d’aluminium, la ferraille d’aluminium sert à la fois d’option économique et à réduire les déchets industriels. Pour les cadres d’extrusion en aluminium, la ferraille recyclée offre un choix durable. La ferraille est une option respectueuse de l’environnement dans l’extrusion d’aluminium.
Alliages-maîtres
Les alliages-maîtres aident à affiner l’aluminium avant l’extrusion. Ces mélanges assurent le contrôle des propriétés du produit final. Par exemple, un dissipateur de chaleur en aluminium extrudé s’appuie sur les caractéristiques thermiques que ces alliages fournissent. Par conséquent, la qualité de l’extrusion s’améliore.
Matrices d’extrusion et outillage !
Matrices plates
Dans l’extrusion d’aluminium, les matrices plates jouent un rôle critique. En façonnant des extrusions en aluminium personnalisées, ces matrices s’adaptent à un large éventail de conceptions. L’acier, avec une dureté de 56 à 62 Rockwell C, compose la matrice plate. Elles offrent robustesse et durabilité. De plus, une durée de vie de la matrice prévue est d’environ 60 000 mètres de profilé extrudé.
Matrices creuses
Les matrices creuses, essentielles pour créer des profils d’extrusion en aluminium, offrent des conceptions plus complexes. Les canaux en aluminium, les tubes et d’autres grandes extrusions en aluminium doivent leur forme à ces matrices.
Rappelez-vous, la conception de la matrice impacte l’écoulement de l’aluminium, avec une vitesse d’extrusion typique de 30 à 75 pieds par minute.
Matrices semi-creuses
Créer un produit entre solide et vraiment creux ? Les matrices semi-creuses entrent en action. Permettant des petites extrusions en aluminium, la conception de la matrice convient bien aux profils d’extrusion en aluminium standard. La pression d’extrusion peut varier entre 500 et 10 000 tonnes, en fonction du profil et de l’alliage.
Matrices à formes
Des extrusions en aluminium standard aux extrusions personnalisées, les matrices à formes les façonnent toutes. Idéales pour les extrusions en aluminium en forme de rail en T, leur rôle s’étend à travers les industries. Le cycle de maintenance de la matrice est significatif. Après 15 000 mètres, un léger polissage est souvent nécessaire pour maintenir la qualité.
Matrices à fenêtres
Lorsqu’il s’agit d’extrusions en aluminium à rainure en T ou d’extrusions en aluminium triangulaires, les matrices à fenêtres deviennent essentielles. Cruciales dans la fabrication de l’extrusion en aluminium 1530 ou de l’extrusion en aluminium 1×2, elles gèrent plusieurs profils complexes. Elles peuvent supporter des températures d’extrusion élevées, allant de 350°C à 500°C.
…
Contrôle de qualité dans l’extrusion d’aluminium !
Pic 4
Inspection dimensionnelle
Dans une usine d’extrusion d’aluminium, il est vital d’inspecter les dimensions. Ici, les ouvriers utilisent des instruments tels que des pieds à coulisse, des micromètres et des jauges. Des mesures exactes sont cruciales pour assurer la conformité du produit. Des variations peuvent causer de sérieux problèmes.
Rappelez-vous, trop large, trop court ou trop fin peut conduire à des problèmes d’assemblage. Les kits de cadre d’extrusion d’aluminium doivent correspondre aux spécifications. Une vérification constante durant le processus de production garantit la précision.
Inspection de surface
La surface des pièces d’extrusion d’aluminium subit un examen attentif. Des erreurs telles que des piquetages ou des cloques peuvent affecter la performance du produit final. Chaque pièce est examinée sous un éclairage intense. Une attention spéciale est accordée à l’uniformité de la couleur et à la texture de la finition. La ligne d’extrusion d’aluminium doit produire des composants sans défaut.
Tests mécaniques
Comprendre le calculateur de force d’extrusion d’aluminium est essentiel. Les tests mécaniques mesurent la dureté, la résistance à la traction et les taux d’allongement. Pour la sécurité, une presse d’extrusion d’aluminium de taille appropriée est utilisée. L’aluminium doit résister à la déformation sous pression.
Les tests effectués dans un environnement simulé imitent les conditions réelles. Les équipes d’assurance qualité utilisent ces résultats pour vérifier la robustesse du produit.
Analyse chimique
Dans le traitement d’extrusion d’aluminium, la composition chimique est importante. Les analystes effectuent des vérifications chimiques approfondies. Les laboratoires utilisent la spectroscopie pour identifier les impuretés dans l’aluminium.
Un mauvais mélange d’alliage pourrait déclencher un incendie dans une usine d’extrusion d’aluminium. Ainsi, atteindre le bon mélange est crucial. Un contrôle précis sur la composition de l’alliage assure des produits d’extrusion d’aluminium fiables et de haute qualité.
Test de dureté
Assurer des produits de haut niveau implique de tester la dureté. Dans les tolérances d’extrusion d’aluminium, le Test de Dureté Brinell (TDB) prend une place centrale. Une machine presse une bille d’acier dans l’extrusion.
La mesure de l’indentation jauge la dureté. Un score TDB plus bas indique un métal plus mou. Chaque niveau de dureté a des applications spécifiques dans l’industrie. Une mesure correcte de la dureté assure une utilisation fiable et durable.
Test de conductivité
Le test de conductivité joue un rôle pivot. Ce test vérifie la capacité d’un kit de travail d’extrusion d’aluminium à conduire le courant électrique. Un score de conductivité plus élevé signifie un meilleur passage du courant. Des résultats précis de conductivité assurent la sécurité et l’efficacité dans les applications électriques.
Par exemple, une haute conductivité rend l’aluminium idéal pour les systèmes de câblage électrique.
Test ultrasonique
Vient ensuite le test ultrasonique, une méthode de test non destructive. Par ce moyen, les extrusions d’aluminium pour les enclos d’écran subissent un examen. Les techniciens utilisent des ondes sonores au-dessus de la gamme audible humaine. Ils observent les réflexions indiquant des défauts.
Un écho lisse signifie que les ondes sonores traversent le matériel sans entrave. Des tests ultrasoniques réussis reflètent un aluminium de qualité premium.
Inspection radiographique
L’inspection radiographique révèle des irrégularités internes. Dans l’inspection d’extrusion d’aluminium pour dissipateur de chaleur, les rayons X ou les rayons gamma sont appliqués.
Ces rayons exposent les défauts cachés à l’œil nu, par exemple, des bulles ou des inclusions à l’intérieur du métal. L’inspection radiographique, donc, favorise une performance optimale des dissipateurs de chaleur en extrusion.
Dépannage des problèmes courants en extrusion d’aluminium !
– Lignes de matrice
Les lignes de matrice marquent un problème commun. La matière première entre dans une plaque métallique ou une matrice, prenant la forme du profil. Les lignes de matrice se produisent lorsque les matrices s’usent. Votre établi en extrusion d’aluminium diy peut aider à inspecter les lignes de matrice. Un entretien régulier des matrices est crucial pour éviter les lignes.
– Défauts de canalisation
Les défauts de canalisation plongent souvent le processus d’extrusion d’aluminium dans le trouble. Dans la canalisation, le métal s’écoule de manière inégale autour de la zone de soutien, causant des défauts. Un outil commun, l’extrusion d’aluminium faztek, peut résoudre ce problème. Astuce pro – assurez une pression uniforme pendant l’extrusion.
– Fissures de surface
Les fissures de surface se forment au stade de refroidissement de l’extrusion. Les changements de température créent ces fissures. Utiliser des outils d’extrusion d’aluminium de chez home depot contrôle le taux de refroidissement pour éviter les fissures de surface. Suivre les changements de température est vital.
– Remplissage incomplet
Parfois, l’aluminium ne remplit pas entièrement la matrice. Cela résulte en un remplissage incomplet. Lorsqu’on demande comment les extrusions d’aluminium sont faites, le remplissage inapproprié surgit souvent. Une haute viscosité de l’aluminium, une température trop basse, ou une billette inadaptée peuvent causer ce problème. Utilisez un contrôle précis pour des résultats sans faille.
– Déchirures internes
L’extrusion à grande vitesse peut conduire à des déchirures internes. Ces déchirures compromettent la force de l’extrusion d’aluminium. Par exemple, “qu’elle est la force de l’extrusion d’aluminium 2020”, est une question fréquente. Cela dépend de la manière dont la structure interne est maintenue. Ralentissez le processus pour prévenir ces déchirures. Utiliser la bonne vitesse d’extrusion est critique.
– Éraflures de surface
Dans le processus d’extrusion d’aluminium, les éraflures de surface sont un problème commun. Surtout vues avec les extrusions d’aluminium de 1 1 8 od et l’extrusion d’aluminium double angle de 1 2”. Ces éraflures pourraient être dues à une manipulation inappropriée ou un contact avec des surfaces dures.
Des matériaux de protection de haute qualité doivent protéger les pièces d’aluminium pendant la manipulation et le transport. Éviter tout contact avec des objets tranchants est clé. L’apparence des produits finis s’améliore avec de telles mesures préventives.
– Oxydation
Les extrusions d’aluminium, spécifiquement les dimensions d’extrusion d’aluminium série 10 et l’extrusion d’aluminium 1030, peuvent souffrir d’oxydation. C’est une réaction chimique avec l’oxygène causant une finition terne sur l’aluminium. Un revêtement anti-oxydation peut protéger les surfaces d’extrusion. Un stockage approprié dans des environnements à faible humidité aide également à prévenir l’oxydation.
– Lignes de soudure
Les lignes de soudure sont des coutures visibles qui se produisent dans l’aluminium extrudé, notamment dans l’extrusion d’aluminium 1.5 et les dimensions d’extrusion d’aluminium série 15. Ces lignes se forment lorsque des flux séparés d’aluminium fusionnent dans la matrice. Pour minimiser les lignes de soudure, une conception appropriée de la matrice et une vitesse d’extrusion contrôlée sont cruciales. En fin de compte, maintenir un contrôle de qualité constant est primordial dans la production d’extrusion d’aluminium.
Applications de l’Extrusion d’Aluminium !
Composants automobiles
Dans la fabrication automobile, l’extrusion d’aluminium 15180 rend les composants de moteur légers et robustes. De plus, les structures de choc bénéficient de l’extrusion d’aluminium 1×3.
C’est pour sa grande capacité de résistance. Par ailleurs, l’extrusion d’aluminium 1545 contribue à des intérieurs auto élégants. Les pièces de suspension emploient l’extrusion d’aluminium 15×15 pour une rigidité ajoutée.
Cadres d’avion
Dans l’industrie de l’aviation, l’extrusion d’aluminium 2020 t slot est cruciale pour des airframes solides. L’extrusion d’aluminium 2 x 2 aide à fabriquer un fuselage léger et durable. De plus, l’extrusion d’aluminium 2020 v slot aide à construire des cabines d’avion. L’extrusion d’aluminium série 2020 contribue à des ailes d’avion robustes.
Panneaux solaires
Le secteur de l’énergie utilise le profil d’extrusion d’aluminium 2020 dans les cadres de panneaux solaires. De plus, l’extrusion d’aluminium 15mm est cruciale pour le logement des panneaux. Aussi, l’extrusion d’aluminium 2 x 2 assure la stabilité structurelle. L’extrusion d’aluminium v-slot 2020 aide à la ventilation des panneaux.
Dispersateurs thermiques
L’extrusion d’aluminium dans les dissipateurs thermiques est critique. En utilisant l’extrusion d’aluminium 2024 t3511, les dissipateurs deviennent efficaces. Les dissipateurs thermiques sont cruciaux dans les ordinateurs.
La haute conductivité thermique de l’aluminium le rend parfait. Par exemple, un dissipateur thermique de CPU pourrait avoir des dimensions de 3,93×2,76×0,59”. L’aluminium extrudé assure que la chaleur se disperse rapidement, gardant les machines au frais.
Voies ferrées
Pour les voies ferrées, l’extrusion d’aluminium brille. Un exemple standard est une extrusion d’aluminium 20×40 dans les voies ferrées. Le poids léger de l’aluminium aide à maintenir les trains en mouvement en douceur. De plus, une voie typique pourrait mesurer 60’ de longueur, offrant durabilité et support structural.
Cadres de meubles
Lors de la fabrication de meubles, les professionnels optent pour l’extrusion d’aluminium. Spécifiquement, un modèle cad d’extrusion d’aluminium 20×20 aide les concepteurs. Une table à manger, par exemple, pourrait mesurer 72x36x30”. L’aluminium extrudé fournit des cadres élégants, légers et robustes.
Profils architecturaux
Dans les profils de construction, l’extrusion d’aluminium montre sa polyvalence. Par exemple, l’extrusion d’aluminium 2×4 aide les architectes à concevoir des structures durables. Un cadre de fenêtre standard pourrait être 36×48”, et l’extrusion d’aluminium garantit la durabilité avec style.
Composants de machines
Dans les pièces de machines, l’extrusion d’aluminium est pivotale. L’extrusion d’aluminium 3 4 assure l’efficacité de la machine. Par exemple, le cadre d’un corps de machine pourrait mesurer 60x60x40”. L’extrusion d’aluminium offre des composants robustes, légers et résilients, améliorant la durée de vie et la performance de la machine.
Conception pour l’Extrusion d’Aluminium!
» Sélection du matériel
Le secret des structures robustes réside dans le choix du matériel. L’Extrusion d’Aluminium se présente comme une option préférée. Commencez avec l’extrusion d’aluminium à fente de 40mm.
Conçue à la perfection, l’extrusion robuste garantit force et durabilité. En effet, chaque pouce de l’extrusion d’aluminium 40mm x 40mm crie la haute qualité.
Imaginez, alors, à quel point l’extrusion d’aluminium 40×160 est fiable. Fiez-vous à son potentiel, et assistez à une transformation impressionnante dans le processus d’assemblage.
» Considération de la géométrie
Toutes les pièces d’extrusion d’aluminium 3030 et l’extrusion d’aluminium de 30mm devraient s’assembler sans problème. Pourtant, ce n’est pas suffisant d’avoir l’extrusion d’aluminium 30 x 30 ; connaître les dimensions de l’extrusion d’aluminium 3030 est également critique. En effet, les mesures jouent un rôle vital. Une légère erreur de calcul peut conduire à de graves problèmes structurels, causant des problèmes à long terme.
» Épaisseur des parois
Voici l’affaire avec l’extrusion d’aluminium à double angle de 3 8”. Un mur solide assure la stabilité. Maintenant, imaginez cela avec une extrusion d’aluminium 3×3. La fermeté augmente considérablement. De plus, utiliser une extrusion d’aluminium 40-80 avec une épaisseur de mur optimisée améliore la robustesse globale de l’assemblage. Le point ici est : Des murs épais égalent la stabilité. Ne les négligez pas !
» Coins & rayons
Soyez précis sur les coins. Des angles appropriés peuvent faire ou défaire un design. Faites attention à l’extrusion d’aluminium à 45°. Son angle distinctif donne un bord net à votre structure.
De plus, lorsqu’il est combiné avec l’extrusion d’aluminium de la série 30, les résultats sont remarquables. Tout aussi important sont l’extrusion d’aluminium 40 x 20 et l’extrusion d’aluminium 40120. Souvenez-vous, chaque angle compte.
» Angles de dépouille
Considérez les angles de dépouille. Ils s’avèrent cruciaux pour l’extrusion en T de l’aluminium 4040. De plus, en ce qui concerne l’extrusion d’aluminium 4080 noir, les angles de dépouille facilitent l’extrusion.
Voici un conseil : Utilisez une extrusion d’aluminium de 40 mm. Pourquoi ? Ses angles de dépouille offrent une stabilité accrue. Il en va de même pour l’extrusion d’aluminium 40×20 et l’extrusion d’aluminium 40×80. Les angles de dépouille sont importants, alors prenez-en note !
» Symétrie
Dans l’extrusion d’aluminium de la série 45, l’équilibre est essentiel. Centrez les caractéristiques pour réduire le gauchissement. Un moule avec des parties miroirs prévient le pliage. De plus, une extrusion symétrique réduit la distorsion thermique.
Un meilleur refroidissement équivaut à une plus grande stabilité. Le produit fini présente une excellente planéité. En essence, la symétrie crée une qualité de produit optimale. Attendez-vous à une réduction du gaspillage avec des extrusions bien conçues et équilibrées.
» Limites de tolérance
Le réglage précis des dimensions est critique dans l’extrusion d’aluminium 6061. Des tolérances serrées garantissent un ajustement exact. Un écart de 0,2 mm peut être acceptable. Trop de variation pourrait affecter l’assemblage.
Des mesures exactes évitent le glissement ou la perte de pièces. Des limites de tolérance fermement établies assurent la qualité du produit. En fin de compte, des dimensions précises contribuent à une fonctionnalité optimale.
» Finition de surface
Une finition brillante ou mate affecte l’apparence de l’extrusion d’aluminium à 60°. Le brossage améliore l’attrait visuel du métal. L’anodisation empêche l’oxydation de surface. Les extrusions peuvent également être revêtues par poudre. Chaque méthode offre une texture unique. En fait, la finition de surface impacte plus que l’apparence. Elle prolonge la durée de vie d’une extrusion, augmentant ainsi sa valeur globale.
» Sections creuses
L’extrusion d’aluminium 7075 présente souvent des espaces creux. Les tubes, par exemple, sont courants. Les extrusions d’aluminium à fente 8020 utilisent également cette conception. Les structures creuses réduisent le poids.
Elles fournissent de la force sans matériel supplémentaire. Des extrusions plus légères réduisent les coûts de transport. De plus, les conceptions creuses peuvent améliorer la rigidité structurelle. Ainsi, les sections creuses offrent des avantages à la fois fonctionnels et économiques.
» Ratio d’extrusion
Le ratio d’extrusion est important dans l’extrusion d’aluminium 80160. Il s’agit de l’aire de la section transversale avant et après. Par exemple, un ratio de 10:1 signifie une haute pression. Des ratios élevés nécessitent plus d’énergie.
Ils peuvent également résulter en des produits plus forts et plus denses. Des ratios faibles économisent de l’énergie. Ils résultent en des extrusions moins denses, plus flexibles. Par conséquent, considérez les propriétés désirées lors de la détermination du ratio d’extrusion.
Comprendre les extrusions d’aluminium à fente en T !
Qu’est-ce qu’une Extrusion à fente en T ?
Dans le domaine de l’Extrusion d’Aluminium, une Extrusion à fente en T, également connue sous le nom d’extrusion d’aluminium 8020 à fente en T, fait partie intégrante. Ce type de profil tire son nom des fentes en forme de T.
Les fabricants les conçoivent pour permettre l’ajout de supports, d’écrous et de composants. Facilement ajustables, ces éléments fournissent des connexions sans faille dans la conception.
Utilisées dans les cadres de machines, les convoyeurs, les postes de travail et d’autres applications structurelles, les extrusions à fente en T favorisent l’efficacité. Avec une grande résistance, durabilité et résilience, les extrusions à fente en T sont favorites pour les ingénieurs et les constructeurs. Conçues de manière experte pour gérer le stress, ces composants offrent des performances remarquables.
Comparer l’Extrusion d’Aluminium avec d’autres Matériaux !
| Critères | Résistance (MPa) | Poids (g/cm^3) | Conductivité Thermique (W/mK) | Résistance à la Corrosion | Coût ($/kg) | Usinabilité |
| Extrusion d’Aluminium | 310 | 2.7 | 205 | Élevée | 1.85 | Facile |
| Acier | 500 | 7.8 | 54 | Moyenne | 0.80 | Moderée |
| Plastique | 60 | 1.4 | 0.2 | Élevée | 1.50 | Facile |
| Bois | 40 | 0.6 | 0.1 | Faible | 0.20 | Facile |
| Cuivre | 210 | 8.9 | 401 | Élevée | 6.00 | Moderée |
| Verre | 50 | 2.5 | 1.1 | Élevée | 2.50 | Difficile |
| Béton | 30 | 2.4 | 1.7 | Moyenne | 0.05 | Difficile |
| Laiton | 360 | 8.4 | 109 | Élevée | 3.70 | Moderée |
| Titanium | 880 | 4.5 | 21.9 | Très Élevée | 11.00 | Difficile |
| Caoutchouc | 15 | 1.2 | 0.2 | Moyenne | 2.20 | Facile |
| Céramiques | 345 | 3.0 | 1.5 | Très Élevée | 3.00 | Difficile |
Tableau comparatif de l’Extrusion d’Aluminium avec d’autres Matériaux !
Conclusion
L’Extrusion d’Aluminium détient un potentiel immense. Après avoir exploré son processus, ses applications et sa résolution de problèmes, une compréhension plus claire émerge. Pour approfondir ces connaissances, plongez plus profondément chez KDMFAB. Continuez à apprendre, à grandir et devenez un leader dans ce domaine dynamique de l’Extrusion d’Aluminium.