Le tréfilage de l’aluminium implique de nombreux processus et techniques. Ce guide vous enseignera le meilleur processus de tréfilage, les techniques, les applications, les avantages et les inconvénients.
Donc, si vous voulez en savoir plus sur cette technique, lisez ce guide.
Qu’est-ce que le tréfilage de l’aluminium?
Le tréfilage de l’aluminium est une procédure de fabrication dont le but est de diminuer la section transversale du fil. Vous réalisez cela en le tirant à travers une ou plusieurs filières.
Vous réalisez le tréfilage de l’aluminium à température ambiante, ce qui en fait un processus de travail à froid. Cependant, il est possible d’effectuer le processus à des températures plus élevées, notamment lorsqu’il s’agit de grands diamètres.
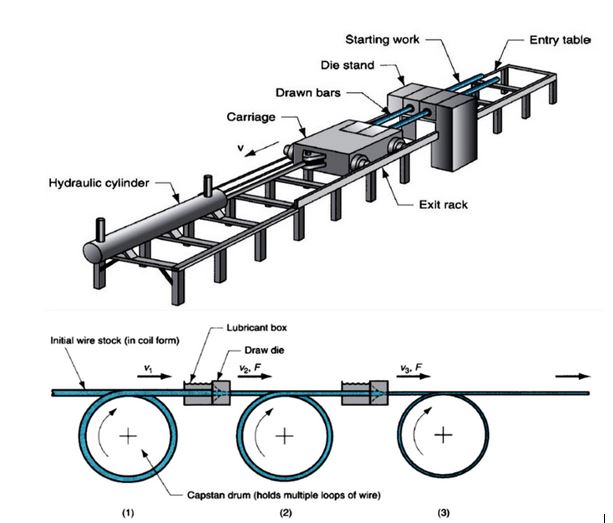
Processus de Tréfilage de l’Aluminium
Le processus de tréfilage de l’aluminium vous permet de créer des fils flexibles en les tirant à travers plusieurs filières de plus en plus petites. Les deux matériaux les plus populaires utilisés pour fabriquer ces filières sont le diamant et le carbure de tungstène.
La procédure de tréfilage de l’aluminium englobe les étapes suivantes :
Nettoyage
Vous nettoyez la matière première pour éviter la destruction de la filière de tréfilage et de la pièce travaillée. Des activités telles que la grenailleuse ou le décapage chimique sont nécessaires pour éliminer les impuretés à la surface de l’aluminium, telles que les écailles.
Lubrification
La lubrification de la surface de l’aluminium est nécessaire pour faciliter le tréfilage à froid. Certains des lubrifiants que vous utilisez dans le tréfilage sont certains types d’huiles et des phosphates.
Pointage
Lors du commencement du processus de tréfilage de l’aluminium, vous réduisez le diamètre de la matière première à une extrémité. Cela s’appelle le pointage et cela permet à la matière première de passer à travers la filière de tréfilage. Vous pouvez réaliser le pointage par tournage, laminage ou filage.
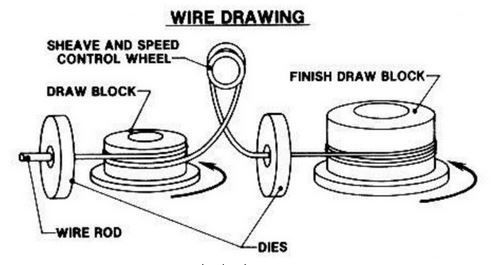
Processus de Tréfilage
Ici, l’outil de préhension de la machine de tréfilage reçoit l’extrémité pointue de la matière première en aluminium à travers la filière. La machine tire ensuite la partie restante de la barre à travers la filière dans un processus que nous appelons tréfilage. Généralement, le processus prolonge la longueur de la matière première tout en diminuant sa section transversale.
Vous obtenez de meilleures capacités d’usinage, des propriétés mécaniques améliorées, ainsi que des tolérances dimensionnelles précises et constantes grâce au tréfilage de l’aluminium.
Tréfilage Multi-Passes
Parfois, un seul processus de tréfilage n’est pas suffisant étant donné la complexité du profil d’une pièce. Par conséquent, pour obtenir la forme et les tolérances appropriées, il peut être nécessaire d’entreprendre des processus de tréfilage multiples.
Dans ce cas, vous utilisez des filières successives avec des ouvertures plus petites. Entre les processus de tréfilage, le recuit aide à éliminer le travail à froid et à améliorer la ductilité.
Recuit
Le recuit est un processus de chauffage utile pour réduire les contraintes internes de l’aluminium, le ramollir et/ou changer ses propriétés mécaniques et d’usinage. Les caractéristiques finales du produit déterminent quand employer le recuit, c’est-à-dire avant, pendant ou après le processus de tréfilage.
Méthodes de Lubrification lors du Tréfilage de l’Aluminium
Vous pouvez obtenir une durée de vie prolongée des filières et une finition de surface impressionnante en réalisant une lubrification pendant le processus de tréfilage. Certaines techniques de lubrification comprennent :
- Tréfilage à Sec: Faites passer la matière première en aluminium à travers un pot de lubrifiant contenant des lubrifiants qui adhèrent à la surface.
- Revêtement Métallique: Utilise un métal tendre issu d’une solution comme le sulfate de cuivre comme lubrifiant pour revêtir la matière première en aluminium.
- Tréfilage par Roulement: Remplacez les filières fixes par des filières à rouleaux, transformant le frottement de cisaillement en frottement de roulement avec une diminution significative des forces de tréfilage.
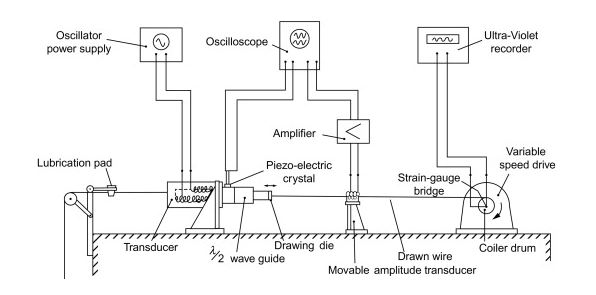
- Vibration Ultrasonique: Faites vibrer les mandrins et les filières à chaque passage pour aider à réduire les forces appliquées et permettre des réductions plus importantes.
- Tréfilage à l’Eau: Immergez complètement la matière première dans des bains contenant des lubrifiants tels que des huiles.
Équipement de Tréfilage de l’Aluminium
Certains des équipements que vous utilisez pour le tréfilage de l’aluminium sont :
Machines de Tréfilage Continue
Celles-ci comportent plusieurs filières de tréfilage intercalées avec des tambours d’accumulation entraînés par des moteurs pour générer la force de traction requise. À mesure que la machine avance, les tambours maintiennent une tension dans le fil lorsqu’il avance le long des filières.
Chaque filière permet une réduction spécifique du fil, permettant à la série d’accomplir la réduction totale souhaitée. Entre les ensembles de filières, parfois le recuit est nécessaire pour atteindre la réduction souhaitée.
Matrices de tirage
Le diamant, le carbure de tungstène ou l’acier à outils sont largement utilisés dans la construction des matrices de tirage, comme suit :
- Matrice en Diamant à Cristal Unique : Tirage de fil dans des diamètres très petits entre 2 µm et 1,5 mm.
- Matrice en Acier Coulé : Lors du tirage à chaud en raison de leur excellente résistance à l’usure à haute température.
- Matrice en Carbure de Tungstène : Utilisée comme insert avec une construction en acier pour le support en raison de leur extrême dureté et résistance à la traction.
Caractéristiques de la Matrice
- Entrée : En forme de cloche et n’interagit pas avec la pièce en aluminium. Canalise le lubrifiant et empêche le marquage.
- Angle d’approche : Variant entre 6 et 20 degrés, a une forme conique et c’est l’emplacement de la procédure de tirage du fil.
- Surface : Influence la taille de réduction finale.
- Dégagement arrière : A un angle de travail d’environ 30 degrés avec la pièce sortant d’ici.
Couteaux
Il est nécessaire de couper le fil d’aluminium à une longueur spécifique après le tirage. Un variateur de fréquence englobant un arbre de transmission alimenté électriquement avec un entraînement principal et suiveur est suffisant.
Packeur de Baril

Vous pouvez installer un packeur de baril à fil à côté du tiroir de fil ou à un autre endroit pour l’enroulement. En positionnant le baril sur une table tournante, une paire de moteurs vous aide à rembobiner le fil au fond du baril.
Enrouleurs et Bobineurs
Les enrouleurs sont synonymes de terminaisons des machines de tirage pour fil d’aluminium. Leur fonction principale est d’enrouler le fil d’aluminium fini pour l’expédition avec une puissance de sortie réduite inférieure à 50 ch.
En revanche, les bobineurs fonctionnent indépendamment pour enrouler des fils d’aluminium de différentes propriétés mécaniques et calibre. Ils peuvent réaliser un enroulement à haute vitesse de câbles d’aluminium lourds avec des puissances de sortie atteignant 1 000 ch.
Applications du Tirage de fil d’aluminium
Certains applications courantes de fil d’aluminium tiré sont :
- La fabrication de câbles électriques.
- Utilisation en tant qu’éléments sous charge de tension en génie structurel.
- Fabrication de trombones et de rayons de roue pour motos et véhicules.
- Fabrication de certains instruments à cordes.
Avantages du Tirage de fil d’aluminium
Il existe plusieurs avantages à utiliser le tirage de fil d’aluminium, tels que :
- Obtenir un contrôle dimensionnel plus serré.
- Caractéristiques mécaniques améliorées, y compris la rigidité et la résistance.
- Est rentable pour les petites et grandes volumes.
- Obtention d’impressionnantes finitions de surface en fil d’aluminium.
Défauts de Tirage lors du Tirage de fil d’aluminium

Lors du tirage de fil d’aluminium, vous pouvez rencontrer des défauts tels que des fissures centrales et des coutures, comme on le voit dans l’extrusion. D’autres comprennent :
i. Une lubrification insuffisante, un mauvais entretien des matrices et une sélection incorrecte des paramètres de processus peut entraîner des défauts de surface tels que des empreintes de matrices et des éraflures.
ii. Des contraintes résiduelles résultant de la déformation inégale de la procédure de tirage à froid. Alors que les réductions légères en encouragent un minimum, les réductions importantes encouragent des contraintes de traction sur la surface entraînant finalement des fissures.
iii. Les coutures sont des éraflures ou des plis le long du plan y du matériau qui se manifestent à la suite de processus de formage secondaires.
iv. De plus, le retrait subséquent de matériau de surface par meulage, fendage ou usinage peut entraîner un gauchissement.
Conclusion
Si vous prenez en considération chaque technique et conseil, le tréfilage de fil d’aluminium sera un processus simple et direct.
Pour toutes questions ou clarifications sur les besoins en tréfilage de fil d’aluminium, contactez-nous maintenant.
Plus de ressources:
Tréfilage de fil – Source: Wikipedia
Processus de tréfilage de fil – Source: Britannica
Qu’est-ce que le tréfilage de fil – Source: About Mechanics