Les processus de fabrication transforment des feuilles d’aluminium en produits utiles.
Ce guide vous apprendra comment découper, former de meilleures manières et assembler des feuilles d’aluminium. Enfin, vous apprendrez les meilleures techniques de finition, les applications et des idées d’économie de coûts pendant le processus de fabrication.
Continuez à lire pour devenir un expert en fabrication de tôles d’aluminium.
Qu’est-ce que la fabrication de tôles d’aluminium ?
La fabrication de tôles d’aluminium implique le processus de conversion de feuilles d’aluminium en produits utiles.
Vous utilisez des processus tels que la découpe, le pliage, le poinçonnage et l’assemblage dans la fabrication de tôles d’aluminium.

Tumblers en aluminium fabriqués
Avantages de la fabrication de tôles d’aluminium
Vous identifiez les avantages suivants de la fabrication de tôles d’aluminium :
- L’aluminium est hautement résistant à la corrosion : Cela lui permet de protéger les composants des environnements qui provoquent la corrosion.
- L’aluminium est résistant à l’usure : Vous bénéficiez de la résistance supérieure de l’aluminium à la détérioration due à la chaleur et à d’autres conditions environnementales courantes.
- L’aluminium est léger : Vous pouvez facilement combiner l’aluminium avec d’autres métaux pour former des alliages légers.
- L’aluminium est très flexible : Vous pouvez utiliser des feuilles d’aluminium dans diverses applications.
Meilleures qualités d’aluminium pour le processus de fabrication de métaux
Les qualités d’aluminium typiques incluent :
- Qualité 1100-H14
Bien qu’elle ait la plus faible résistance, cette qualité offre la plus grande ductilité, notamment pour des purposes de dessin et de soudage. - Qualité 3003-H14
Cette qualité de métal en aluminium est abordable, hautement résistante à la corrosion et soudable. - Qualité 5052-H32
Cette qualité d’aluminium utilise du magnésium et offre une grande formabilité et une résistance à la corrosion, idéale pour des applications telles que les réservoirs ou les châssis. - Qualité 6061-T6
Elle utilise du silicium associé au magnésium, avec une utilisation répandue dans les applications aéronautiques, les armes, les pièces automobiles, les vélos et les bateaux.
Plus de ressources:
Qualités d’aluminium à utiliser
Étapes dans la fabrication de tôles en aluminium
Le processus de fabrication implique les procédures que vous entreprenez pour convertir les tôles d’aluminium en une forme finie et utile.
Vous trouvez les étapes suivantes nécessaires dans la fabrication de tôles d’aluminium :
Découpe de tôles d’aluminium
La découpe implique la séparation de pièces d’aluminium d’une grande feuille pour produire un produit dans la forme souhaitée.
Vous trouvez le processus de découpe divisé en deux : Méthodes de cisaillage et non-cisaillage
Méthodes de non-cisaillage
Les méthodes de cisaillage impliquent l’application de chaleur dans le processus de découpe de tôles d’aluminium. Celles-ci comprennent :
Découpe au laser
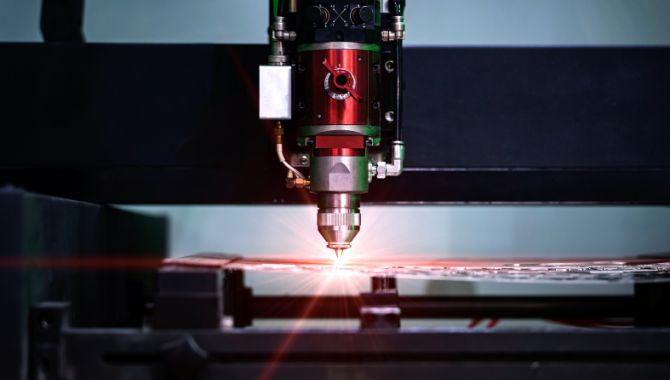
Découpe au laser
Dans ce processus, vous utilisez des faisceaux laser pour couper les tôles d’aluminium en les faisant fondre en se concentrant sur des emplacements spécifiques.
Découpe au plasma
Dans cette procédure de découpe de tôles d’aluminium, vous employez du gaz ionisé ou du plasma dans le processus de découpe.
La chaleur résultant de l’explosion de plasma fait fondre la feuille métallique d’aluminium focalisée.
Découpe au jet d’eau
Ici, vous tranchez des tôles d’aluminium à l’aide d’un jet d’eau à haute pression, généralement plus de 50 000 psi à environ 600 m/s.
Plus de ressources:
Méthodes de cisaillage
Les méthodes de cisaillage impliquent l’application de force plutôt que d’un traitement thermique qui fait fondre la tôle d’aluminium au point de rupture.
Découpage de tôle
Certains des procédés de découpage incluent :
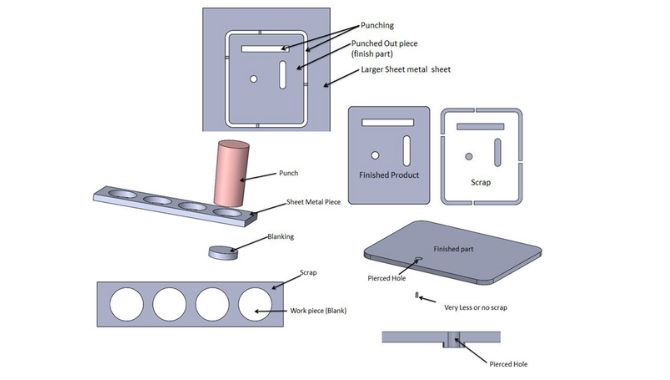
Découpage
Dans cette méthode, vous utilisez un poinçon et une matrice pour extraire une pièce métallique d’une feuille de tôle d’aluminium plus grande.
La matrice sécurise la pièce métallique tandis que le poinçon découpe la pièce dans le processus de découpe.
Poinçonnage
Ce processus est similaire au découpage dans l’application de la force de cisaillement. Cependant, la pièce utile est laissée dans la matrice pendant que vous éjectez les déchets.
Sciage
Vous utilisez un outil appelé scie pour couper progressivement la tôle d’aluminium afin de créer une série d’incisions. Une dent de scie sépare une petite fraction de matériau de la feuille d’aluminium en utilisant la friction et la force de cisaillement.
Types de scies
- Scies à ruban métallique : Elles ont de multiples dents légèrement courbées, parfaites pour couper les métaux non ferreux comme l’aluminium.
- Scies à ruban horizontales : Vous les utilisez pour couper les barres en dimensions plus petites au besoin.
- Scies à ruban verticales : Elles vous permettent de réaliser des coupes plus complexes nécessitant des formes précises dans la pièce métallique.
Vous effectuez le processus de découpe en lignes droites en utilisant la force de cisaillement. La feuille d’aluminium se casse donc au point d’application du cisaillement.
Autres ressources :
4 façons de couper la tôle métallique
Formage de tôle d’aluminium
Vous réalisez le formage de la tôle d’aluminium en déformant mécaniquement l’aluminium à la forme souhaitée.
La déformation mécanique implique de changer la forme du matériau d’aluminium sans altérer sa taille.
Méthodes de formage de tôle d’aluminium
Pliage
Pendant le processus de pliage, vous moulez la tôle d’aluminium dans une forme préférée en appliquant une force le long d’un axe.
Le pliage ne change que la forme par déformation plastique mais conserve le volume du matériau.
Techniques de pliage
- Pliage rotatif : Vous pliez la tôle d’aluminium en angles vifs dépassant généralement 90 degrés.
- Pliage en V : Vous utilisez un poinçon pour plier la tôle d’aluminium sur une matrice en forme de V par application d’une force inclinée.
- Pliage en U : Bien que similaire dans l’exécution à la technique de pliage en V, ce processus nécessite une matrice en forme de U qui confère sa forme au produit final.
- Pliage par roulement : Ici, vous pliez la tôle d’aluminium en rouleaux ou en formes arrondies.
Pour obtenir un pli particulier, vous avez généralement besoin de trois rouleaux, d’une presse hydraulique et d’une presse plieuse. - Pliage par essuyage : Ici, vous déterminez le rayon de pliage interne de la tôle d’aluminium en utilisant une matrice d’essuyage.
Hyroformage
Lors de l’hyroformage, vous utilisez une matrice pour étirer une tôle d’aluminium en utilisant un fluide sous haute pression.
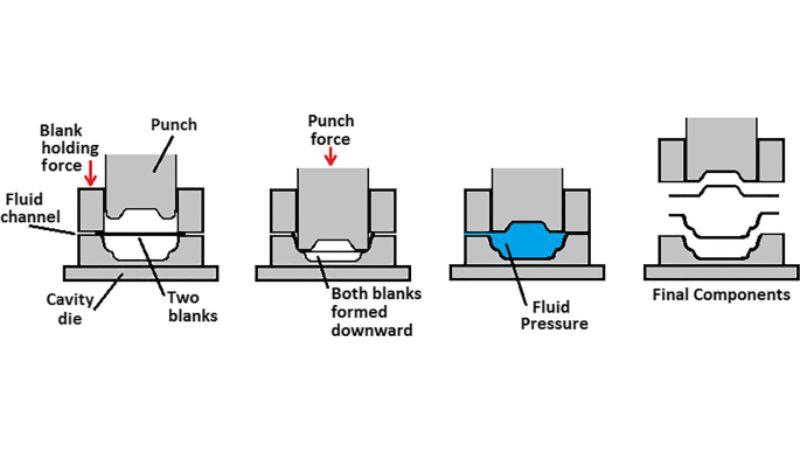
Vous pouvez obtenir à la fois des formes convexes et concaves avec ce processus qui trouve une utilisation courante dans la construction de carrosseries dans l’industrie automobile.
Recourbement
Lors du recourbement de la tôle d’aluminium, vous éliminez les bavures des bords pour les rendre lisses.
Cette technique confère aux bords de la pièce une forme creuse et arrondie, augmentant ainsi la résistance des bords et favorisant une manipulation sécuritaire.
Repoussage
Lorsque vous utilisez le repoussage sur la tôle d’aluminium, vous obtenez une épaisseur de paroi constante.
Cette technique de formage est courante pour la fabrication de canettes en aluminium en utilisant un poinçon et une matrice.
Autres ressources :
Assemblage de tôle d’aluminium
Le processus d’assemblage dans la fabrication de tôle d’aluminium implique la fixation de pièces métalliques pour obtenir la forme souhaitée.
Méthodes d’assemblage
Attaches
Les attaches sont un choix non permanent pour les joints, utilisant des éléments connus sous le nom d’attaches pour fixer mécaniquement deux ou plusieurs pièces de tôle d’aluminium.
Rivetage
Cette méthode vous offre une approche non permanente pour assembler des pièces de tôle d’aluminium en utilisant des attaches appelées rivets.
Vous percez d’abord des trous dans les pièces de tôle d’aluminium respectives avant d’insérer le rivet.
Vous créez ensuite une liaison en appliquant une force sur le rivet pour l’aplatir, empêchant ainsi son retrait.
Brasage tendre
Contrairement à la méthode de soudage, ici vous ne faites pas fondre le métal de base.
Au lieu de cela, vous assemblez deux pièces de tôle d’aluminium en chauffant un métal d’apport jusqu’à ce qu’il soit malléable.
Soudage
Ici, vous utilisez la chaleur, la pression ou les deux pour fusionner deux pièces de tôle d’aluminium ensemble.
Dans ce processus, le métal de base fond sous une chaleur intense avec un matériau de remplissage formant une jointure commune.
Techniques de soudage
Soudage à l’arc avec électrode enrobée :
Dans cette technique, un bâton d’électrode, lorsqu’il est soumis à un courant électrique, forme un arc lorsqu’il entre en contact avec les tôles d’aluminium.
Soudage MIG (Metal Inert Gas)
Cette méthode utilise une électrode-fil continue et un gaz de protection.
Le gaz de protection protège le bain de fusion du contact atmosphérique, tandis que l’électrode-fil fondu rend possible la connexion des tôles d’aluminium.

Soudage
Soudage TIG (Tungsten Inert Gas)
Vous utilisez une électrode en tungstène pour produire un arc réduit lors de la jonction de métaux denses.
Vous utilisez également un gaz de protection pour protéger l’électrode et la zone de soudure des particules d’air contaminantes.
Application de finition sur les pièces fabriquées en tôle d’aluminium
Une finition de surface sur la tôle d’aluminium vous permet de protéger la surface des contaminants externes qui peuvent causer sa détérioration.
Plus de ressources:
Techniques d’assemblage de tôles pour la métallurgie
Types de finition
Anodisation
Cette méthode s’applique généralement dans l’industrie aérospatiale et la fabrication d’instruments de précision.
Ici, vous oxydez la surface de la tôle d’aluminium de la manière suivante :
- Type I : implique l’utilisation d’acide chromique pour déposer une fine couche sur la surface de la tôle d’aluminium.
- Type II : vous créez une couche robuste résistante à la corrosion sur la surface de la tôle d’aluminium en utilisant de l’acide sulfurique.
- Type III : ici, vous produisez des revêtements épais et durs capables de résister à la corrosion et à l’usure.
Sablage de perles
Ici, vous utilisez de minuscules abrasifs, généralement des perles de verre ou du sable grossier, pour obtenir une finition lisse sous l’effet de la force de l’air comprimé.
Le sablage de perles offre aux pièces en tôle d’aluminium une surface lisse sans altérer leur taille.
Brossage
Ici, vous utilisez simplement une brosse avec des filaments pour améliorer la qualité de surface des produits en tôles d’aluminium.
Vous pouvez éliminer les bavures développées lors des différentes étapes de traitement de la tôle d’aluminium sans mettre en danger la qualité du composant.
Électroplacage
Dans cette méthode, vous produisez une cellule électrolytique en fixant une fine couche métallique sur la surface de la tôle d’aluminium.
Revêtement en poudre
Cette méthode consiste à peindre la surface de la tôle d’aluminium avec de la peinture en poudre.
Vous faites ensuite cuire la surface pour former des couches solides qui confèrent une résistance à l’usure et à la corrosion.
Industries utilisant des pièces en aluminium fabriquées
Les industries suivantes utilisent la fabrication de tôles d’aluminium :

Pièce en tôle d’aluminium fabriquée
Industrie automobile
Vous pouvez utiliser des pièces en tôle d’aluminium mince fabriquées pour former des cadres solides à utiliser comme capots, panneaux latéraux et garde-boue.
Appareils électroménagers
On trouve une utilisation extensive de pièces en tôle d’aluminium fabriquées dans l’industrie des appareils électroménagers.
Une application courante se trouve dans les poêles de cuisine et les boîtiers pour des appareils tels que les mixeurs et les mélangeurs.
Industrie aérospatiale

Construction
La tôle d’aluminium est une caractéristique de construction courante où elle est utilisée dans la toiture et la fabrication de bardages ondulés en raison de leur durabilité.
Électronique
Vous employez la production de tôles d’aluminium dans le développement de composants électroniques tels que des ordinateurs, des tablettes, du matériel audiovisuel et de télécommunications, et même des drones.
Armoires
La fabrication de tôles d’aluminium peut répondre à la demande d’enclore des mécanismes électroniques à des fins de sécurité ou d’hygiène.
Santé
Vous trouverez des produits fabriqués en tôle d’aluminium utilisés pour des outils médicaux conçus pour la précision et la qualité.
Cela inclut des outils chirurgicaux tels que des scalpels.
Conseils de Conception pour Économiser des Coûts Dans la Fabrication de Tôles d’Aluminium
La nature intensive en main-d’œuvre de la fabrication de tôles d’aluminium pourrait augmenter les coûts de production. Vous pouvez atténuer les coûts élevés en adoptant les stratégies suivantes :
Éviter le Placage ou la Soudure
Les processus de soudure et de placage sont coûteux et affectent négativement les délais. Ces processus ne sont pas non plus respectueux de l’environnement.
Considérer les Fixations de Base
L’utilisation de fixations personnalisées entrave la production et fait généralement augmenter les coûts de production. Utilisez des fixations de base là où elles font parfaitement l’affaire.
Utiliser des Éléments de Conception Simples
Bien que les conceptions complexes aient un attrait esthétique, elles augmentent les coûts de production.
Par exemple, l’utilisation de tôles d’aluminium épaisses et la réalisation de plusieurs pliages et découpes compliquent la fabrication.
Maintenir des Tolérances Appropriées
Des tolérances plus fines augmentent le coût de production de tôles d’aluminium car elles nécessitent des outils spécialisés que vous remplacez fréquemment.
Sélectionner les Matériaux Bruts Appropriés
Lorsque vous considérez la tôle d’aluminium, vous constatez qu’elle est moins chère que l’acier inoxydable avec des qualités presque identiques.
Utiliser des Finitions Peu Coûteuses
Adoptez la finition qui prolonge la durée de vie de votre produit en tôle d’aluminium sans mettre l’accent sur l’attrait visuel.
Utiliser un Rayon de Cintrage Optimal
Une autre technique pour réduire les coûts de production de tôles d’aluminium consiste à utiliser des concepts géométriques optimaux dans la conception.
Le rayon de cintrage interne doit se situer dans la plage de l’épaisseur du matériau et de 0,762mm.
Utiliser la Jauge de Tôle Courante
Vos coûts de production peuvent augmenter lorsque vous commandez des tôles d’aluminium dans des jauges personnalisées.
Vous pouvez utiliser des jauges standard qui sont facilement accessibles, évitant ainsi une procédure de commande prolongée.
Défis Courants Dans la Fabrication de Tôles d’Aluminium
Certains problèmes courants de fabrication que vous rencontrez avec la tôle d’aluminium sont :
Susceptibilité aux Dommages
Bien que l’aluminium soit un métal flexible, il est moins résistant que l’acier et donc susceptible de se briser pendant le processus de fabrication.
Conductivité Thermique
La conductivité thermique de l’aluminium entraîne un rejet de chaleur lors du processus de soudure, affaiblissant potentiellement les soudures.
Tolérances Standard Dans la Fabrication de Tôles d’Aluminium
Tolérance pour la fabrication de tôles d’aluminium
Vous pouvez obtenir un ajustement et une fonction exceptionnels en utilisant des tolérances correctes, ce qui augmente l’efficacité de la production.
Tailles de Trous +/- 0,003”
La taille des trous et des caractéristiques dépend de celle de l’outil de découpe. En général, une tolérance appropriée et utile est de +/-0,003″.
Trou à Trou +/- 0,005”
Les machines que vous utilisez dans la fabrication de tôles d’aluminium déterminent la précision des distances entre trous. Une tolérance de +/-0,005″ est gérable.
Trou à Bord +/- 0,010”
Lors du frappage de la tôle, le stress peut pousser le bord vers l’extérieur lorsqu’il est proche d’une profondeur de matériau inférieure à deux fois. Cela peut affecter l’exactitude positionnelle du trou par rapport au bord, nécessitant ainsi une tolérance d’environ +/-0,010″.
Trou à Pli +/- 0,015”
Pour la majorité des applications, une tolérance de +/-0,015″ trou-à-pli est fonctionnellement acceptable.
Vous devez tenir compte de la variation de la presse plieuse, en relation avec l’épaisseur du matériau.
Pli à Pli +/- 0,020”
Vous devriez toujours permettre une tolérance de +/-0,020″ pli-à-pli. Si vous traversez plusieurs plis, vous devez utiliser des tolérances plus grandes.
Conclusion
Avec les techniques de ce guide, vous pouvez fabriquer n’importe quelle pièce et composant en aluminium de votre choix.
Pour toutes vos pièces en tôle d’aluminium fabriquées en Chine, KDMFAB est là pour vous aider – contactez-nous maintenant.