L’estampage de tôles embouties est un processus polyvalent que vous pouvez utiliser pour fabriquer de nombreuses pièces et composants en tôle métallique.
Dans ce guide, vous trouverez toutes les informations que vous recherchez sur le découpage profond : des avantages, des limites et du choix des matériaux jusqu’au processus étape par étape, pour n’en citer que quelques-uns.
Continuez à lire pour en savoir plus.
Qu’est-ce que l’estampage de tôles embouties ?
Le découpage profond des tôles métalliques est une méthode qui transforme un matériau en une cavité, un cylindre ou une coupe. Cela se produit uniquement à cause de forces de tension ou de compression.
Avantages de l’estampage profond des tôles métalliques
L’estampage de tôles métalliques est une technique de fabrication populaire car elle offre de nombreux avantages. Découvrons-les :
- Vous permet de produire rapidement des articles en vrac
- Élimine les processus d’assemblage, y compris la soudure/ la découpe
- Offre une étanchéité efficace et des capacités imperméables aux gaz dans les produits finaux
- Présente des tolérances très élevées
- Vous pouvez créer des structures et des formes complexes en cours de route
- Produits de haute durabilité
Autres ressources :
Limites du découpage profond des tôles métalliques
Parfois, il existe des facteurs qui peuvent limiter l’utilisation de ce processus d’estampage de tôles, tels que :
- Des contraintes radiales élevées, ainsi que des contraintes de compression, contribuent à la formation de fissures, de fractures et de plis.
- Non adapté à la fabrication de produits en petit nombre. Cela est dû au coût élevé et à l’association à une expertise plus élevée.
Comment fonctionne l’estampage profond des tôles métalliques
Les étapes clés de ce processus de fabrication de tôles sont les suivantes :
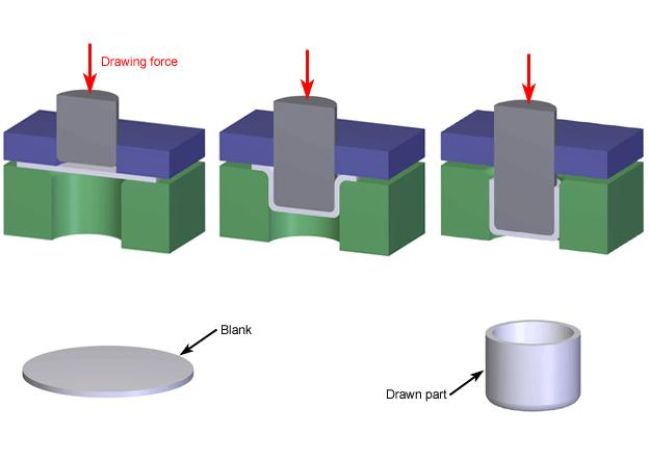
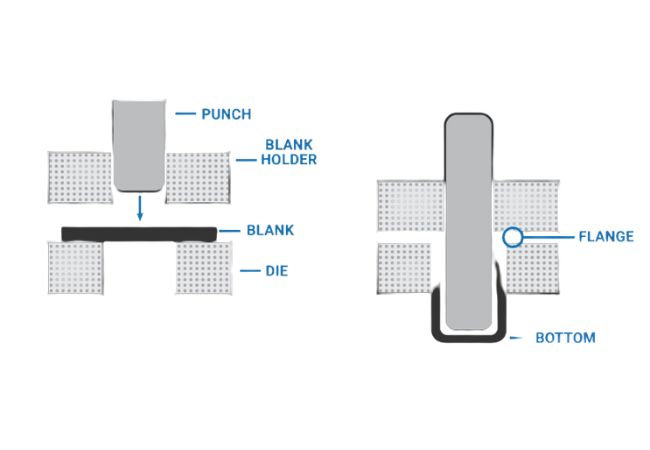
Étape 1 : Fixation de la tôle métallique
Le processus commence par la pose d’une tôle métallique sur l’outil ou le support vierge. Ensuite, vous devez vous assurer d’un placement uniforme adéquat pour éviter une production incorrecte.
Étape 2 : Poinçonnage
À cette étape, le poinçon avec une force prédéfinie frappe directement la tôle métallique. Cela résulte en la formation d’une cavité, d’une coupe ou d’une forme irrégulière.
Étape 3 : Obtention du produit
Après avoir répété le processus de poinçonnage, vous obtiendrez le produit final à la dernière étape. Ensuite, retirez-le de l’outil et vous pouvez l’utiliser immédiatement.
Comparaison entre estampage profond et estampage
Vous pourriez vous demander comment les processus d’estampage profond et d’estampage normal se comparent. Le tableau ci-dessous compare les deux processus :
| Estampage profond | Estampage |
| Dans le découpage profond, vous convertissez le métal en la forme désirée en le tirant dans une matrice spécifique. | Le processus implique de frapper la matrice avec force sur la tôle métallique pour réaliser le produit souhaité. |
| Le processus est précis | Il n’est pas aussi précis que le découpage profond |
| La finition de surface finale est lisse | Pour obtenir une finition de surface lisse, vous devez réaliser différentes opérations de finition telles que le gaufrage/ le formage |
| Le coût de production est très élevé | Le coût de production est plus bas en raison du faible équipement haute technologie |
| Cela conduit à un amincissement plus important | Cela conduit à un amincissement moins important |
| Vous ne pouvez pas obtenir de plis serrés avec ce processus | Vous pouvez obtenir des courbes serrées avec ce processus |
| Cela conduit à une plus grande résistance | Cela conduit à une moindre résistance |
Conseils de conception essentiels dans le découpage profond des tôles métalliques
Il existe de nombreux conseils essentiels qui vous aideront à obtenir les meilleures pièces. Examinons quelques options critiques :
- Assurez-vous que le matériau est suffisamment épais pour permettre un étirement plus important sur de plus longues distances
- Déterminez les valeurs R et N
- La forme des blancs, la taille et la géométrie du produit peuvent affecter l’écoulement du métal. Par conséquent, essayez d’éviter d’utiliser une taille de blanc importante et des conditions complexes.
- Assurez-vous d’utiliser des lubrifiants ainsi qu’une finition de surface élevée pour faciliter l’écoulement du matériau
- Gardez la vitesse de presse dans les limites admissibles pour réaliser un écoulement uniforme du métal
- L’espace entre le poteau et le blanc importe. Si l’espace est petit, cela conduit à un amincissement et vice versa.
- En forçant le blanc, cela crée une résistance à l’écoulement. Assurez-vous de la maintenir dans les limites ; sinon, cela peut conduire à un échec.
Autres ressources :
Tolérances possibles pour l’estampage de tôles profondes
Les tolérances sont ce qui conduit à des estampages de tôles précis. Augmenter ou diminuer affecte la qualité du produit final.
Le tableau ci-dessous donne une valeur estimative :
| Paramètre | Tolérances standard | Exigences du client |
| Diamètre intérieur | + ou – 0,001” | + ou – 0,0005” |
| Diamètre extérieur | + ou – 0,001” | + ou – 0,0005” |
| Perçage | + ou – 0,002” | + ou – 0,001” |
| Angles | + ou – 30 minutes | + ou – 15 minutes |
| Rayon | + ou – 0,015” | + ou – 0,005” |
| Longueur totale (<3″) | + ou – 0,006” | + ou – 0,004” |
| Longueur totale | + ou – 0,010” | + ou – 0,006” |
Meilleurs métaux pour l’estampage de tôles profondes
Le processus d’estampage est un processus polyvalent qui peut traiter une gamme de métaux. Par exemple, vous pouvez utiliser la technique d’estampage pour traiter l’un des matériaux suivants :
- Laiton
- Titane
- Acier inoxydable
- Métaux précieux
- Acier laminé à froid
- Aluminium
- Alliages à base de cuivre
Configurations standard pour les pièces estampées en métal embouti profond
Il existe une liste de configurations que vous pouvez suivre pour l’emboutissage de pièces métalliques. La configuration que vous choisissez dépendra de la conception de la pièce métallique.
Certaines des options les plus courantes sont :
- Emboutissage en forme de coupe
- Tirage
- Tirage progressif
- Emboutissage inverse
- Essuyage
- Bombage
- Filage par laminage
- Perçage
- Estampage
- Bordure
- Cannelure
- Rétreint
- Raboutage
- Moletage
- Choc
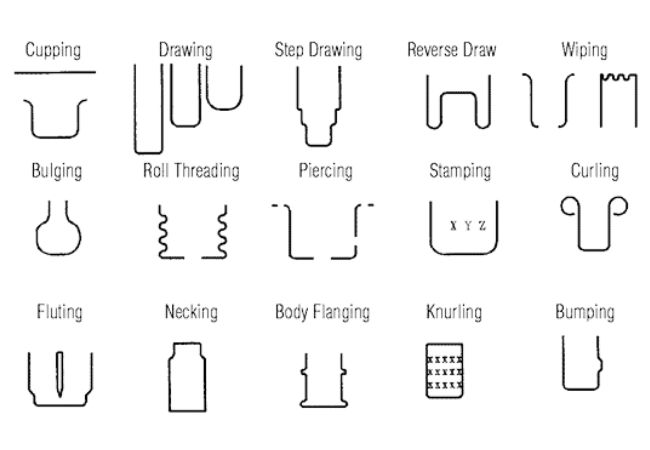 Configurations d’estampage
Configurations d’estampage
Pièces estampées en métal embouti profond courantes
Vous pouvez emboutir en profondeur plusieurs composants en utilisant des estampages de tôles profondes. Par exemple, vous pouvez fabriquer :
- Pièces de carrosserie automobile
- Baignoires
- Marmites
- Éviers
- Pots de yaourt
- Seaux en plastique
- Robinets
- Canettes de soda et de bière
- Réservoirs de carburant
En plus de cela, vous pouvez également utiliser des processus de tôlerie profonde dans diverses industries. Les industries courantes incluent l’automobile, la communication, la construction, militaire, médicale, aérospatiale et électronique.
Conclusion
Personne ne peut nier l’importance de l’estampage de tôles profondes dans diverses industries. Avec ce processus unique offrant de nombreux avantages, vous pouvez prendre la tête dans la compétition. Maintenant, vous avez une connaissance approfondie de tout ce qui concerne le processus d’emboutissage profond. De plus, si vous avez des questions, n’hésitez pas à nous contacter !