Plier des pièces de tôlerie est une opération séquentielle qui implique une série d’opérations. Dans cet article, vous apprendrez quelques facteurs importants pour plier avec succès des pièces de tôlerie.
Plongeons directement.
1. Tonnage
La capacité maximale de tonnage qu’une presse peut manipuler dépend d’un certain nombre de paramètres. Certains de ces paramètres sont les propriétés des matériaux et les caractéristiques de pliage.
2. Longueur du pli
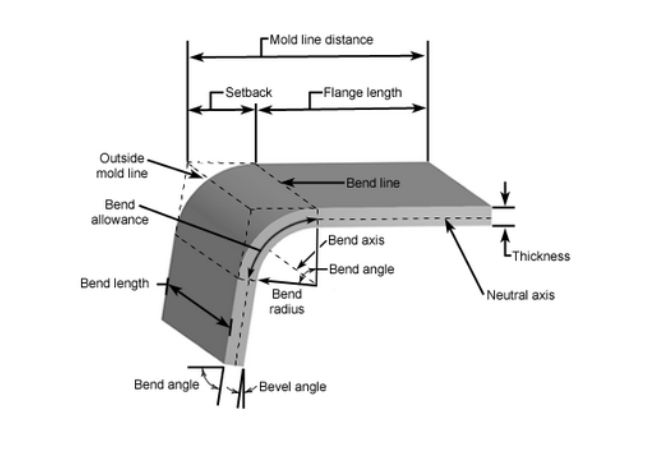
La mesure englobant le point entre les arcs du pli correspond à la longueur de pliage d’une pièce métallique. La configuration des outils de votre équipement influencera sa longueur de pliage.
3. Rayon du pli
Le processus de pliage d’une pièce de tôle entraîne l’extension de la partie extérieure par opposition au retrait de la section intérieure. Le coin arrondi résultant est le rayon de pliage qui varie en fonction du type de matériau et de ses propriétés, ainsi que de l’outillage.
Plus de ressources:
4. Ligne de pli dans la tôle
L’emplacement et la géométrie des plis dans vos pièces de tôlerie sont soumis à des lignes de pliage. La ligne de pliage, ainsi que l’angle de pliage et la géométrie fixe, influencent les caractéristiques géométriques du pliage. Les lignes de pliage sont essentielles pour développer la géométrie du pliage et déterminer la longueur développée.
En bref, tous ces éléments jouent un rôle essentiel dans la détermination du rayon de pliage de la tôle.
 Pliage de tôle
Pliage de tôle
5. Distance du trou au bord
Le pliage entraîne l’étirement du matériau, ce qui donne lieu à des contraintes internes uniformément réparties. Ces forces se concentrent sur le trou et provoquent une distorsion lorsqu’elles sont réalisées à proximité du pli.
6. Distance entre les plis
Les caractéristiques d’outillage de votre équipement détermineront la proximité de vos plis lors du pliage. Lors de la réalisation de plis, la taille et la forme de l’outil imposent une contrainte physique sur la proximité des plis. Des plis très proches sur le même côté de la tôle entravent l’outillage. Au contraire, des plis sur des côtés de tôle différents sont inaccessibles grâce à la largeur de l’outil de base.
7. Zones affectées par la chaleur
Ces zones résultent de procédures thermiques telles que la découpe au plasma ou au laser, provoquant des difficultés de formage. Elles incluent un pliage inégal là où se trouvent des trous et des bords.
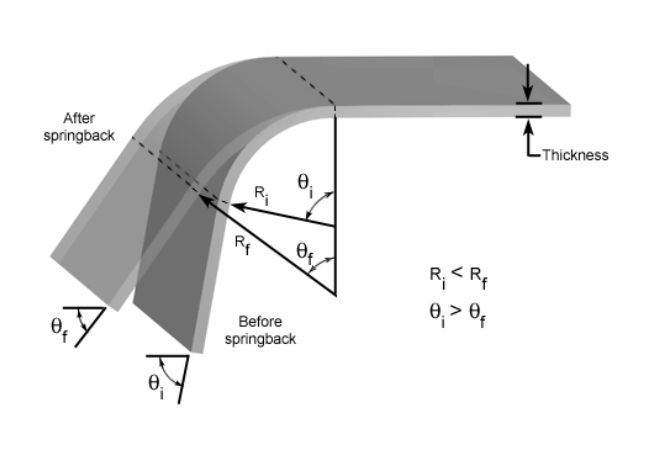
8. Ressort de pliage
Le ressort de pliage fait rebondir la pièce de tôle après application et retrait de la presse. La pièce de tôle a tendance à revenir à son état initial grâce aux forces de compression dépassant la force de traction.
Comme l’une des règles clés du pliage de la tôle, vous devriez compenser le ressort de pliage potentiel.
Des techniques telles que le co-boutage peuvent aider à compenser le ressort de pliage. Cependant, cela est limité à certains matériaux tels que l’acier inoxydable mince à jauge fine.
Le choix de machines appropriées pour le pliage de tôlerie telles que les presses CNC modernes et la technique de pliage à l’air aidera à compenser le ressort de pliage.
Certaines des calculs les plus importants pour le ressort de pliage de la tôle sont :
Bien sûr, Ks est le facteur de retour élastique. De plus, vous calculerez l’angle de pliage initial et l’angle de pliage final.
 Retour élastique pendant le pliage
Retour élastique pendant le pliage
Plus de ressources:
9. Tolérance de pliage de tôle
Lors du pliage de pièces de tôle, le type de machine détermine la tolérance de pliage du métal. Il est difficile d’obtenir un coin exactement perpendiculaire tandis que chaque coin possédera un rayon. Utilisez une tolérance standard pour les angles de pliage à ± 1° et la longueur de pliage à ± 0,010″.
10. Tolérance de pressage
Pendant le processus de pliage, vous observez des différences avec les pièces de tôle en raison du matériau et d’aspects tels que la profondeur de la tôle.
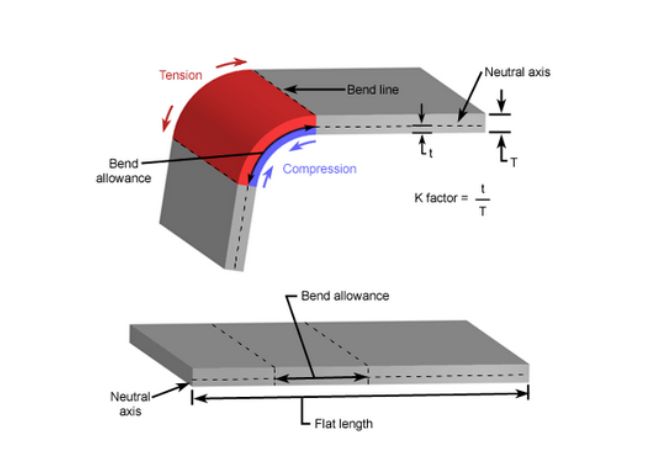
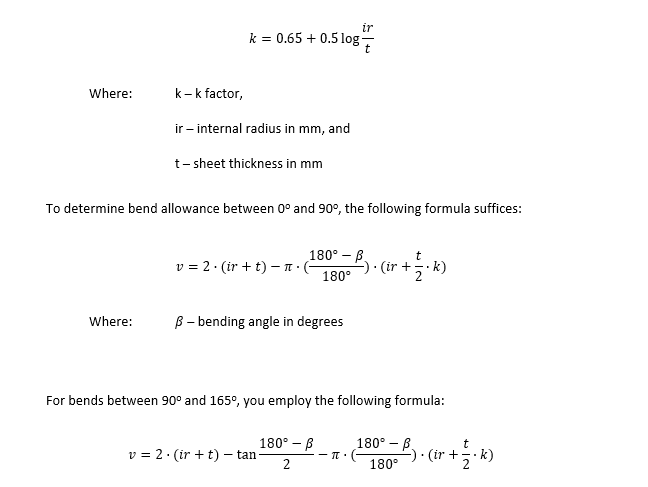
11. Facteur K et allocation de pliage
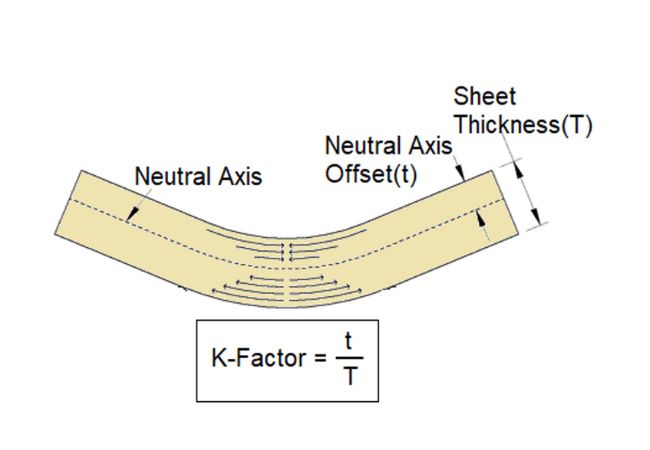
Des aspects de la pièce en tôle tels que la composition du matériau et les réglages des outils influencent le facteur K de la pièce métallique. La représentation mathématique du facteur K est le rapport d’épaisseur du matériau par rapport à l’axe neutre.
La distance tangentielle latérale d’une pièce de tôle pliée prise le long de l’axe de neutralité est l’allocation de pliage. Généralement, la longueur de l’axe neutre reste inchangée après le pliage.
La formule du facteur K est la suivante :
 Calculateur de facteur K
Calculateur de facteur K
Plus de ressources:
12. Déduction de pli
La longueur totale de la tôle après pliage dépasse celle du motif initial de la tôle plate. Pour obtenir le motif plat précis, vous déduisez une longueur de matériau appelée déduction de pliage de la longueur totale de la pièce de tôle.
Conclusion
Une fois que vous tenez compte des 12 variables, vous obtiendrez certainement des pièces de tôlerie pliées de haute qualité. Bien sûr, le pliage de pièces de tôle nécessitera également une compréhension de la tôle et le choix d’une machine adaptée.